 Introducción
Introducción
 Es muy común asociar la evaluación de los sistemas de medición con el laboratorio de metrología. Sin embargo, estas cuestiones van más allá del alcance de la calibración o responsabilidades de este departamento con los instrumentos. Esto debido a que tienen impacto en los controles y métodos, la segregación de piezas buenas respecto a las no aceptables y, en general, con el éxito de los sistemas de medición aplicados al proceso.
Es muy común asociar la evaluación de los sistemas de medición con el laboratorio de metrología. Sin embargo, estas cuestiones van más allá del alcance de la calibración o responsabilidades de este departamento con los instrumentos. Esto debido a que tienen impacto en los controles y métodos, la segregación de piezas buenas respecto a las no aceptables y, en general, con el éxito de los sistemas de medición aplicados al proceso.
A través de este tema, aprenderás lo que implica evaluar los sistemas de medición, la importancia que tiene sobre las causas de falla presentes en los procesos, los pasos previos para desarrollar este análisis, así como a interpretar los resultados.
 Explicación
Explicación
Procedimientos de prueba
La evaluación de los sistemas de medición tiene por objetivo establecer los parámetros que se relacionan con los elementos que los conforman. Específicamente, la repetibilidad y reproducibilidad (Gage R&R), estabilidad, linealidad, sensibilidad, resolución requerida de los sistemas de medición y el sesgo.
De acuerdo con los fundamentos que establece el manual de MSA, desarrollado por AIAG (2010), existen dos áreas importantes que deben ser evaluadas:

 Estos dos aspectos son áreas de mejora latentes en la mayoría de las empresas del sector automotriz, ya que carecen de un sistema de calidad robusto y estandarizado. Un correcto análisis de los sistemas de medición debe tener un conocimiento integral del proceso, por ejemplo: la resolución necesaria de los instrumentos de medición, relación de las necesidades con el presupuesto y cotizaciones, el método establecido, los efectos ambientales que pueden repercutir en las mediciones y su impacto en el proceso productivo. Para esto, es recomendable no solamente involucrar al equipo de metrología, sino integrar un equipo multidisciplinario entre los dueños del proceso, de preferencia el personal de procesos, calidad y manufactura.
Estos dos aspectos son áreas de mejora latentes en la mayoría de las empresas del sector automotriz, ya que carecen de un sistema de calidad robusto y estandarizado. Un correcto análisis de los sistemas de medición debe tener un conocimiento integral del proceso, por ejemplo: la resolución necesaria de los instrumentos de medición, relación de las necesidades con el presupuesto y cotizaciones, el método establecido, los efectos ambientales que pueden repercutir en las mediciones y su impacto en el proceso productivo. Para esto, es recomendable no solamente involucrar al equipo de metrología, sino integrar un equipo multidisciplinario entre los dueños del proceso, de preferencia el personal de procesos, calidad y manufactura.
Por lo que entran en juego dos etapas: en la etapa 1 se valida la primera área importante de evaluación (variable medida correctamente, variación por medio ambiente, entre otras). En la etapa 2 se busca ubicar o controlar las causas de variación actuales del sistema, así como evaluar el grado de degradación del instrumento de medición (en caso de que sea así). Del mismo modo, se designa la frecuencia de la prueba basada en las propiedades estadísticas del sistema.
De acuerdo con AIAG (2010), los aspectos claves para el desarrollo de procedimientos de prueba (ya sea para variables o para atributos) son los siguientes:
- ¿Deben ser usados los estándares o normas?, y, si es así, ¿qué nivel o estándar aplicaría?
- Para las pruebas de la etapa 2, pueden usarse mediciones a ciegas para evitar que se contamine el experimento debido a un desempeño fuera de lo común o una eficiencia en la medición que altere la información real.
- Costo y recursos para las pruebas.
- Tiempo que se necesita para la toma de pruebas.
En todos los proyectos, análisis o evaluaciones, la planeación es una parte fundamental para el cumplimiento de los objetivos. En el caso de la evaluación de los sistemas de medición, no es la excepción. AIAG (2010) presenta una preparación del estudio estipulada como se muestra a continuación:
- El enfoque debe planearse para aplicar esta evaluación solamente si existe la influencia del observador en la calibración o uso del instrumento (método). Como herramientas para determinar si existe esta influencia, se puede tomar de referencia un juicio de ingeniería, observaciones o estudios de gage.
- Establecer el número de evaluadores, número de partes y número de lecturas que serán elementos del estudio. Hay que tomar en cuenta lo siguiente:
- Las características críticas requieren más partes o intentos debido al grado de confiabilidad que se busca alcanzar en el estudio de un gage.
- Las partes pesadas o demasiado pequeñas pueden ocasionar que sean pocas muestras y más intentos.
- Requisitos específicos del cliente.
- Seleccionar a los evaluadores entre los que operan el instrumento de manera cotidiana, ya sean los trabajadores titulares o los que realizan la inspección como parte de su estación.
- Seleccionar apropiadamente las partes. En este caso, deben ser piezas que representen el proceso de producción actual (sin alguna selección o consideración especial, dentro del rango de operación completo, tomando en cuenta piezas de los tres turnos productivos). Las muestras pueden ser tomadas una vez al día durante un periodo determinado, lo que es necesario para representar el rango de variación de la producción en el proceso y enumerar cada pieza para su correcta identificación.
- El instrumento debe tener una discriminación de al menos un décimo de la variación. Por ejemplo: si la variación de la característica es de 0.1 cm, el equipo debería detectar un cambio de al menos 0.01 cm.
- Verificar que el observador y el instrumento ejecuten correctamente el método definido.
Ejemplos de procedimientos de prueba
A continuación, y para reforzar la información anterior, se presenta un ejemplo de cómo conducir una evaluación al sistema de medición de una característica crítica en el proceso productivo de una fábrica de sillas de oficina. Se toman en cuenta las dimensiones de la siguiente imagen:
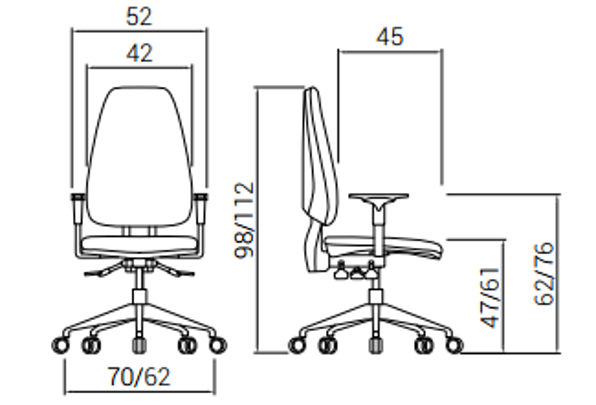
Esta imagen se obtuvo directamente del sitio electrónico https://www.mobiclick.es/mobiclick/eshop/2-1-SILLAS-DE-OFICINA/11-2-OPERATIVAS/5/41-ADAPTA/140088 solo para fines educativos.
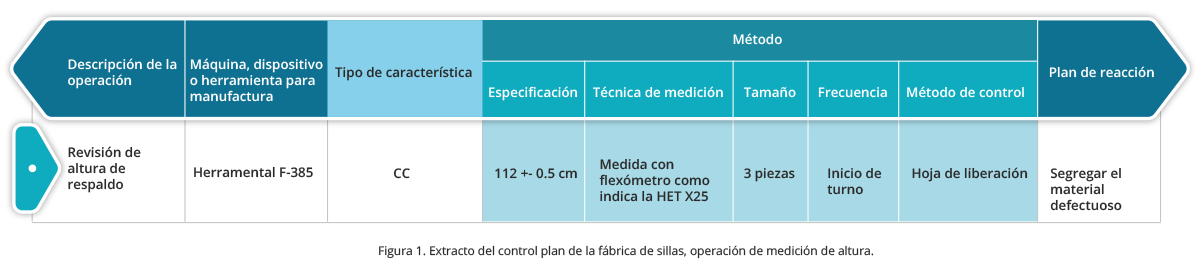
Para obtener los datos de interés, se elegirá el segmento de la altura entre el piso y la parte superior del respaldo cuando está en su posición más alta (112 cm). Se toman como referencia las partes fundamentales que se deben encontrar en el plan de control de este proceso en la operación mencionada.
Como se aprecia en la imagen, la medición de la altura del respaldo indica que es del piso al punto más alto. Sin embargo, puede llegar a ser interpretado de otra manera por una imagen borrosa, una mala lectura del dibujo por parte del operador, etcétera. Por ello, se afirma que existe la influencia del observador en cómo se ejecuta el método de medición. Es necesario hacer esta aclaración, ya que, si fuera el caso donde solo se tiene que pulsar un botón o meter los datos de una pantalla, el factor de reproducibilidad sería descartado debido a que él no tiene un impacto considerable en el instrumento de medición.
Posteriormente, se evalúa el número de mediciones, observadores y piezas (en este caso sillas). Por convención, se utiliza el conocido 3X3X10, el cual establece tres mediciones, realizadas por los tres operadores, a cada una de las diez piezas de estudio. Dado que la característica es crítica, se aumentará la cantidad de mediciones a cuatro por pieza. Así quedaría el estudio:
- 4 mediciones por pieza (debido a la criticidad de la característica).
- 3 observadores (debido a que son 3 turnos de producción, procurando tener un observador por cada turno).
- 10 piezas seleccionadas de manera aleatoria, tomando tres del primer turno, cuatro del segundo y tres del tercero.
Una vez asegurados estos tres parámetros, se define que la manera de desarrollar el análisis será en cuatro iteraciones (una por cada vez que se medirá la pieza, cambiando el orden aleatorio en cada iteración). Hay que marcar las sillas por debajo del asiento sin notificarle a los operadores, ya que eso puede afectar los resultados del análisis. Como resultado, se obtienen un total de 120 mediciones que serán procesadas por medio de un software estadístico.
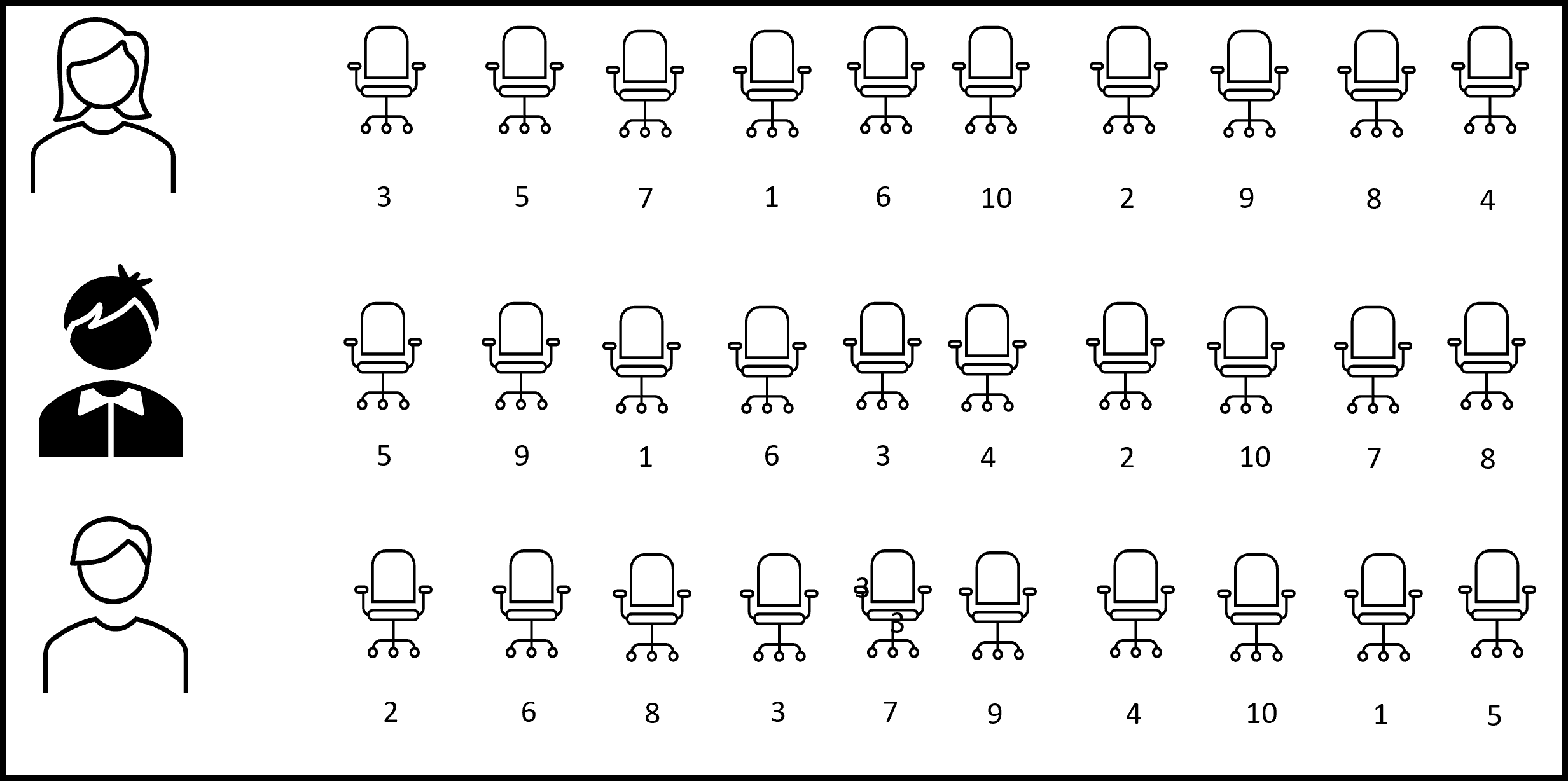
Figura 2. Ejemplo de iteración de la evaluación del sistema de medición.
Para continuar, se evalúa si el instrumento de medición es el adecuado. Por lo tanto, en el plan de control se determina que un flexómetro es apropiado, ya que es capaz de detectar variaciones milimétricas. Esta decisión resulta correcta porque se logra reconocer una décima parte de la variación. Como resultado de la evaluación, hay que asegurarse de que cada uno de los operadores esté midiendo desde el piso hasta la parte alta de la paleta, siguiendo el método que se encuentra asignado para este sistema.
Al finalizar el experimento, y recopilar la información, se vacían los datos dentro de un software estadístico para hacer el análisis correspondiente de la variación del sistema de medición.
Estudios y resultados
Antes de comenzar la etapa de evaluación de los sistemas de medición a través de Gage R&R, hay que aclarar que este no se debe tomar como único parámetro para la aceptación o rechazo del sistema. Esto debido a que se tienen distintos campos de aplicación de las mediciones, así como criterios diferentes, que indican si existen problemas de repetibilidad y reproducibilidad aunque el resultado general del R&R se encuentre dentro de los valores de aceptación. Asimismo, el sistema de medición debe comprobar su estabilidad antes de validarse por este análisis.
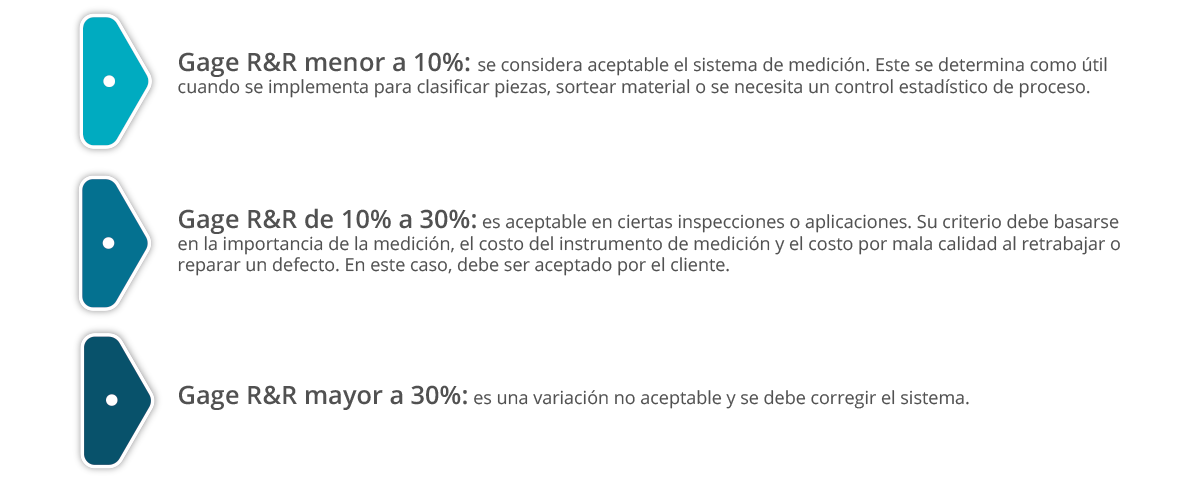
Según AIAG (2010), existen tres tipos de errores que pueden presentarse al analizar los resultados de la evaluación y que, del mismo modo, son criterios de aceptación:

"Por otra parte, la AIAG (2010) considera como parámetros principales el porcentaje de GRR (Gage R&R) y el número de distintas categorías:".
"Asimismo, se considera como un parámetro estándar un número de distintas categorías mayor a 5 (ndc). Pues, de acuerdo con la AIAG (2010), un sistema de medición es aceptable cuando tiene más de 5 categorías distintivas, lo que significa que puede ser usado para controlar la variación del proceso o gráficas de control."
 Cierre
Cierre
 El éxito de un proyecto, así como de sus métodos de control, tiene como base la correcta elección y evaluación de los sistemas de medición. Del mismo modo, este proceso tiene una ruta definida y parámetros de aceptación que determinan si es adecuado dependiendo de la criticidad, el fin de la información y el nivel de precisión deseado.
El éxito de un proyecto, así como de sus métodos de control, tiene como base la correcta elección y evaluación de los sistemas de medición. Del mismo modo, este proceso tiene una ruta definida y parámetros de aceptación que determinan si es adecuado dependiendo de la criticidad, el fin de la información y el nivel de precisión deseado.
Es importante no perder de vista que en todos y cada uno de los procesos se tiene variación entre las piezas; lo que se debe tratar de prevenir o eliminar es el ruido introducido por alguno de los componentes del sistema de medición. Por ejemplo: un método mal establecido, un observador que no sigue el método de una manera estándar, un instrumento de medición descalibrado, entre otras causas.
Este tema, más allá de ser responsabilidad del departamento de metrología, es una cuestión de procesos que impacta directamente en la calidad del producto. En ese sentido, se deben conocer las variantes y fuentes de errores que pueden interactuar en la medición. Por ello, es preciso involucrar a los departamentos de calidad, manufactura y procesos/producción con el objetivo de alcanzar mejores resultados.
Checkpoints
Asegúrate de:
- Conocer los cinco pasos para la preparación del estudio.
- Conocer los criterios de aceptación del GRR (porcentajes y ndc).
- Reflexionar sobre la importancia del análisis y correcta evaluación de los sistemas de medición con base en el uso de la información y la criticidad de las características.
 Referencias bibliográficas
Referencias bibliográficas
- AIAG. (2010). Measurement Systems Analysis (4ª ed.). Estados Unidos.
- Mobiclick. (s.f.). Silla operativa ADAPTA. Recuperado de: https://www.mobiclick.es/mobiclick/eshop/2-1-SILLAS-DE-OFICINA/11-2-OPERATIVAS/5/41-ADAPTA/140088
 Para saber más – Recursos adicionales
Para saber más – Recursos adicionales
Los siguientes enlaces son externos a la Universidad Tecmilenio, al acceder a ellos considera que debes apegarte a sus términos y condiciones.
Videos
- CIYDI Ingeniería Aplicada. (2021, 07 de septiembre). Introducción a MSA. Análisis del Sistema de Medición [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=j27UY3rVXZA
- David Ricardo de Calidad y Productividad Global. (2020, 27 de julio). QUE ES NDC EN MSA [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=thVrEo2TDdY
- Laboratorio Practico Industrial. (2022, 27 de febrero). 13 MSA - Análisis al Sistema de Medición [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=19FNQ5tmpCY
La obra presentada es propiedad de ENSEÑANZA E INVESTIGACIÓN SUPERIOR A.C. (UNIVERSIDAD TECMILENIO), protegida por la Ley Federal de Derecho de Autor; la alteración o deformación de una obra, así como su reproducción, exhibición o ejecución pública sin el consentimiento de su autor y titular de los derechos correspondientes es constitutivo de un delito tipificado en la Ley Federal de Derechos de Autor, así como en las Leyes Internacionales de Derecho de Autor.
El uso de imágenes, fragmentos de videos, fragmentos de eventos culturales, programas y demás material que sea objeto de protección de los derechos de autor, es exclusivamente para fines educativos e informativos, y cualquier uso distinto como el lucro, reproducción, edición o modificación, será perseguido y sancionado por UNIVERSIDAD TECMILENIO.
Queda prohibido copiar, reproducir, distribuir, publicar, transmitir, difundir, o en cualquier modo explotar cualquier parte de esta obra sin la autorización previa por escrito de UNIVERSIDAD TECMILENIO. Sin embargo, usted podrá bajar material a su computadora personal para uso exclusivamente personal o educacional y no comercial limitado a una copia por página. No se podrá remover o alterar de la copia ninguna leyenda de Derechos de Autor o la que manifieste la autoría del material.