 Introducción
Introducción
 El enfoque en la prevención y detección es uno de los pilares del control estadístico de procesos (SPC). Esta herramienta consta de una serie de fundamentos estadísticos para analizar fuentes de variación y sus efectos dentro de los procesos productivos de la empresa. Se asocia de manera directa con las demás Core Tools y es utilizada para la mejora continua, esto debido a su eficiencia en cuanto a la obtención de información, el monitoreo y la ejecución de acciones para mejorar la calidad de los productos y procesos.
El enfoque en la prevención y detección es uno de los pilares del control estadístico de procesos (SPC). Esta herramienta consta de una serie de fundamentos estadísticos para analizar fuentes de variación y sus efectos dentro de los procesos productivos de la empresa. Se asocia de manera directa con las demás Core Tools y es utilizada para la mejora continua, esto debido a su eficiencia en cuanto a la obtención de información, el monitoreo y la ejecución de acciones para mejorar la calidad de los productos y procesos.
En este tema introductorio aprenderás los tipos de distribución. Para ello, revisarás el set de datos que se obtiene de los estudios, así como los factores críticos a tomar en cuenta durante la implementación y el monitoreo constante del SPC.
La implementación de esta herramienta requiere de un contexto estadístico íntegro para la interpretación de los datos y, de igual manera, un entendimiento completo del proceso productivo y de los factores que actúan sobre él. No existe un análisis completo si no se cuenta con alguno de estos factores. Además, se recomienda que la lectura de la información estadística se realice por un equipo multidisciplinario, esto para evitar sesgos de apreciación o suposiciones que impacten en el uso de los recursos disponibles para el estudio.
 Explicación
Explicación
Introducción y seis puntos
 El control estadístico de procesos es una herramienta que representa una ventaja competitiva en la industria. Entre sus beneficios se encuentran un menor impacto en los costos por mala calidad y un mejor manejo de los procesos para la rápida identificación de los modos de falla presentes en la producción. También es de interés para los proveedores, puesto que demuestra los resultados que se obtienen en la línea de producción, las mejoras implementadas y, sobre todo, la voz del proceso. Todo esto se realiza a través de información real y transparente.
El control estadístico de procesos es una herramienta que representa una ventaja competitiva en la industria. Entre sus beneficios se encuentran un menor impacto en los costos por mala calidad y un mejor manejo de los procesos para la rápida identificación de los modos de falla presentes en la producción. También es de interés para los proveedores, puesto que demuestra los resultados que se obtienen en la línea de producción, las mejoras implementadas y, sobre todo, la voz del proceso. Todo esto se realiza a través de información real y transparente.
La voz del proceso es la representación de lo que está pasando realmente: se interpreta con los resultados de los procedimientos básicos del control estadístico y de la capacidad del proceso. En otras palabras, verifica si el procedimiento está siendo impactado por causas o eventos especiales (fuentes de variación ajenas a las aceptables) y si las mediciones presentan tendencias, sesgos, entre otras.
De acuerdo con AIAG (2005), existen seis puntos que deben aclararse antes de estudiar el SPC:
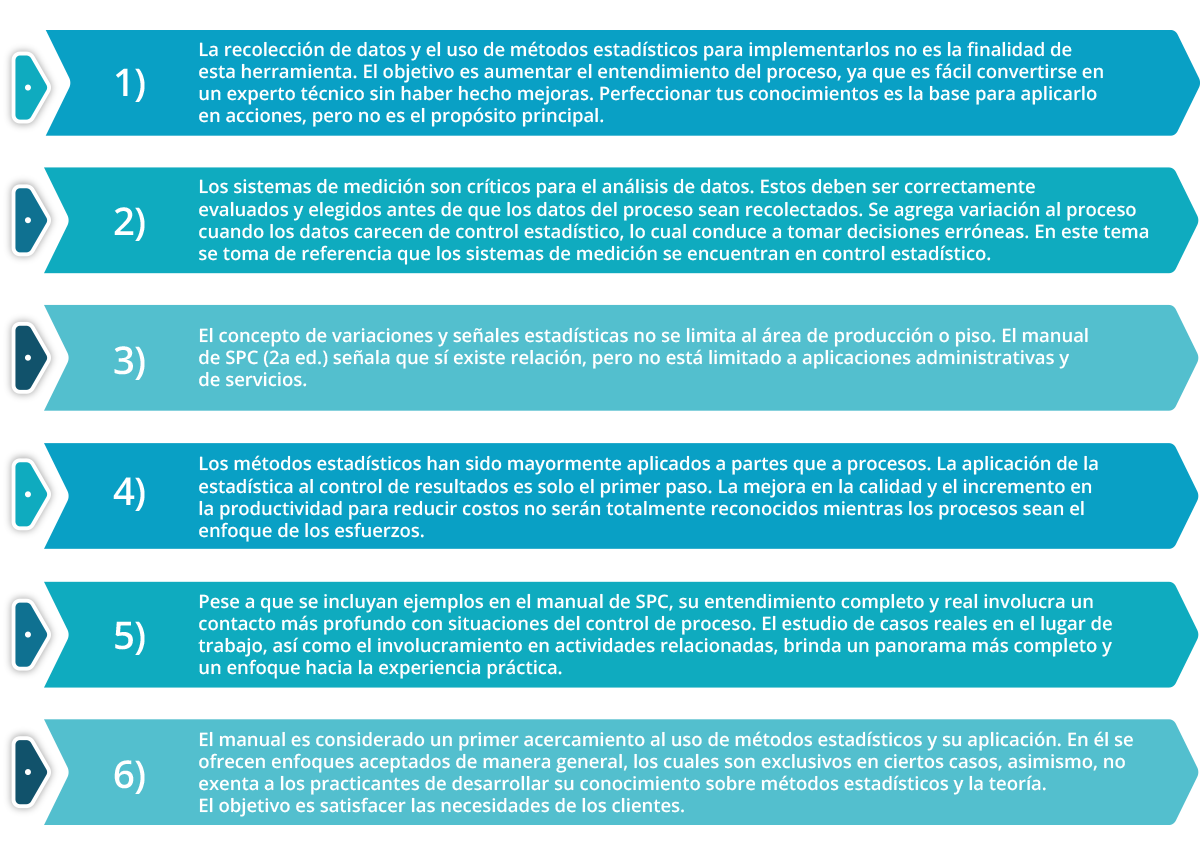
En resumen, lo que proporciona este manual son guías que ayudan al procesamiento de datos, la mejora continua y el entendimiento de los procesos. Sin embargo, se dan excepciones en algunos casos o procesos que dependen de distintos factores que se abordarán a continuación.
Además de considerar estas seis reglas, es necesario entender los tipos de causas que ocurren en los procesos y productos. Hay que aclarar que ningún producto es idéntico a otro: puede existir mayor o menor variación dependiendo de diferentes factores como la dimensión o proceso de ensamble. De acuerdo con AIAG (2005), las dos principales causas de variación son:
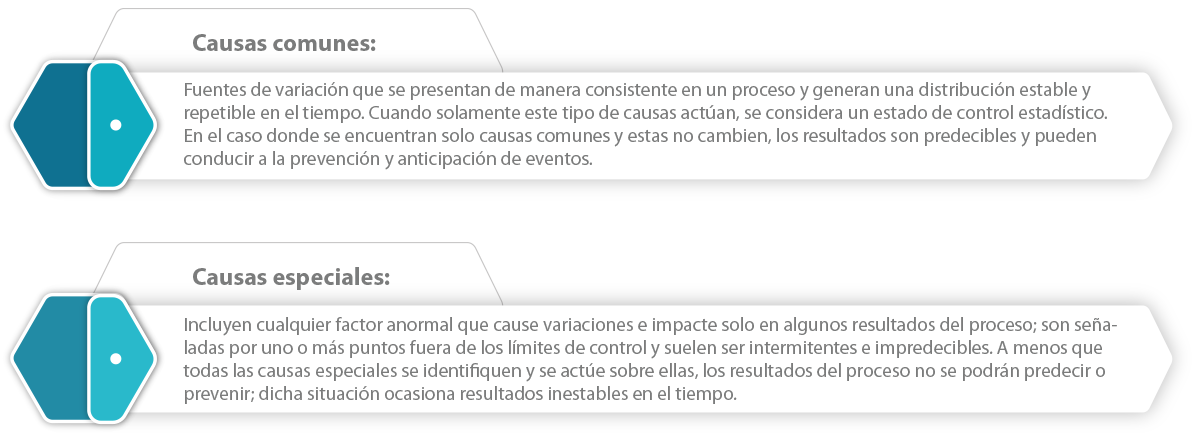
En el caso de las causas, para fines de control estadístico, es necesario contar únicamente con las del tipo común que sean entendibles y provoquen variación dentro de los límites de control (variación aceptable). La meta de contar con un sistema de SPC es predecir el comportamiento de los procesos o productos, para así actuar de manera asertiva sobre las causas especiales que se presenten.
Uno de los principios de las auditorías de SPC es la identificación de las causas especiales y los planes que se llevaron a cabo para expulsar o aminorar esa fuente de variación. Resulta común tener un registro histórico de las mediciones, en el cual se ofrezca un desarrollo de las acciones detallando responsables y fechas de compromiso. Del mismo modo, existen procedimientos para proceder al recálculo de los límites de control.
Control y capacidad de procesos
El concepto de capacidad del proceso se refiere a la aptitud para fabricar productos que cumplan con las especificaciones de calidad dadas por el cliente. Esto quiere decir que la variación por causas comunes tiene que ser menor al rango de tolerancia entre las especificaciones. Por ejemplo: se tiene un proceso en el cual las mediciones del diámetro del producto final deben arrojar valores de entre 5 y 7 mm. Para que se pueda confirmar una capacidad aceptable en este proceso, el rango que se debe obtener es menor a 2 mm, independientemente de si este se encuentre entre 4 y 6 mm o entre 5.5 y 7.5 mm. Esto sucede porque, una vez que el proceso cumple con la capacidad y se encuentra en control estadístico, es más sencillo centrarlo.
Por otro lado, al evaluar el control estadístico y la capacidad, se puede obtener uno de los casos que se observan en la siguiente ilustración:
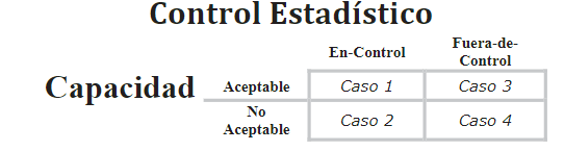
Figura 1. Control estadístico. Fuente: AIAG. (2005). Statistical Process Control (2a ed.). Estados Unidos.
Es el caso ideal. Se cuenta únicamente con fuentes de variación común, las cuales están dentro del rango aceptable. El objetivo de cualquier sistema de SPC es contar con un proceso centrado respecto al valor ideal de la medición.
El proceso excede el rango de variación a pesar de que está impactado únicamente por causas naturales. Al encontrarse con este caso, el objetivo es identificar las causas y reducir la variación. Hay que conseguir que entre en primer lugar, y en un rango menor al de las especificaciones, para que esté dentro de los límites de control.
Hace referencia a un proceso o muestreo fuera de control estadístico, impactado por causas especiales, pero que cumple con la capacidad requerida. En este caso, la atención debe enfocarse en encontrar la causa de variación y eliminarla; o en su defecto, evaluar si por la naturaleza del proceso pudiera tratarse de una causa común no controlada. Este caso es uno de los más interesantes, ya que el cliente podría permitir correr con esta condición, dependiendo del impacto que esta causa pueda tener dentro del producto final, así como de los métodos de contención de producto defectuoso con los que cuenta la planta.
En este se debe trabajar para contener y eliminar las causas de variación, tanto las especiales como las comunes.
Tipos de distribución y tamaños de muestreo
En el estudio del control estadístico de procesos se usa el análisis de distribución normal debido a su amplia utilidad. Sin embargo, no es aplicable a todos los procesos, ya que algunos tienden a reflejar otro tipo de distribución.
A continuación, se abordan algunas de las distribuciones más conocidas, su definición y cómo se representan en procesos reales.
Distribuciones discretas (números enteros)
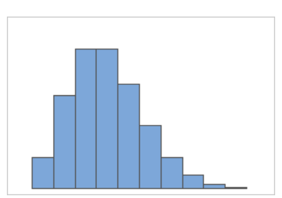
- Binomial:
Generalmente, se usa este tipo de distribución en las gráficas para productos no conformes (datos de atributos) relacionado con las gráficas p (proporción no conforme).
Se aplica a tipos de datos donde la respuesta puede ser solamente una de dos opciones. Algunos casos prácticos son: los resultados de un gage go no go a través del tiempo, una probadora de fugas que solo acepta o rechaza el material, entre otros ejemplos.
Esta imagen se obtuvo directamente del sitio electrónico https://support.minitab.com/es-mx/minitab/21/help-and-how-to/probability-distributions-random-data-and-resampling-analyses/supporting-topics/distributions/binomial-distribution/ solo para fines educativos.
- De Poisson:
De acuerdo con Minitab (s.f.), la distribución de Poisson se utiliza para describir el número de veces que un evento ocurre en un espacio determinado de observación. Se debe considerar que todos los eventos son independientes, por lo que el promedio no cambia durante el periodo de experimentación y los datos son conteos de los eventos.
Esta imagen se obtuvo directamente del sitio electrónico https://support.minitab.com/es-mx/minitab/21/help-and-how-to/probability-distributions-random-data-and-resampling-analyses/supporting-topics/distributions/poisson-distribution/ solo para fines educativos.
Distribuciones continuas (números reales)
- Normal (Gaussiana):
Según Minitab: “es una distribución continua que se especifica por la media (μ) y la desviación estándar (σ). La media es el pico o centro de la curva en forma de campana. La desviación estándar determina la dispersión de la distribución” (s.f.) . Se puede representar en la mayoría de los procesos que cuentan con una especificación y un rango o margen superior e inferior. Por ejemplo: una dimensión de 70 +- 1 mm.
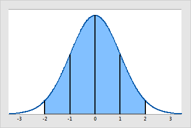
Esta imagen se obtuvo directamente del sitio electrónico https://support.minitab.com/es-mx/minitab/20/help-and-how-to/probability-distributions-random-data-and-resampling-analyses/supporting-topics/distributions/normal-distribution/ solo para fines educativos.
- Exponencial
Es particularmente utilizada en la industria para representar procesos independientes. Cuentan con la propiedad de pérdida de memoria que indica que entre un evento y otro no existe relación.
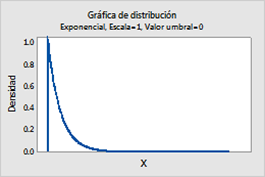
Esta imagen se obtuvo directamente del sitio electrónico https://support.minitab.com/es-mx/minitab/20/help-and-how-to/probability-distributions-random-data-and-resampling-analyses/how-to/random-data-and-set-base/generate-the-data/select-the-distribution-and-enter-the-parameters/ solo para fines educativos.
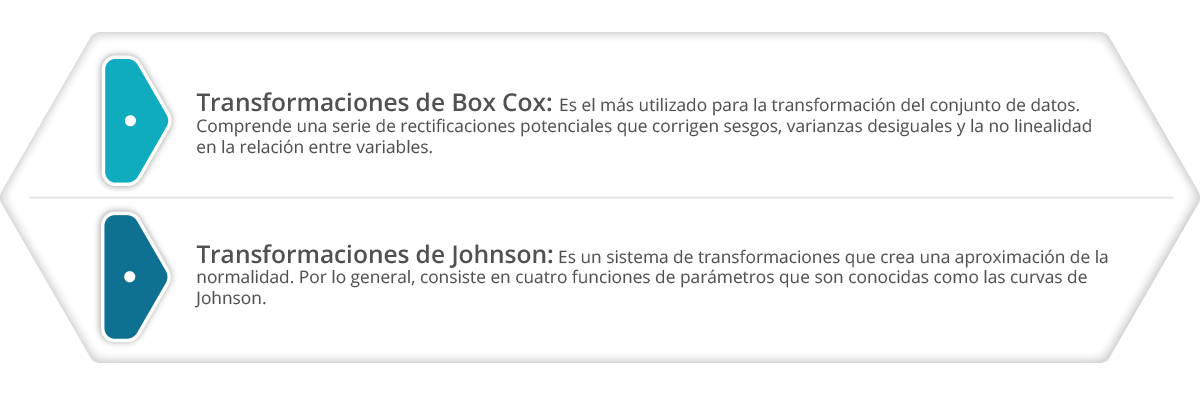
Es preciso agregar que se deben explorar recursos debido a la regularidad del trabajo con información de tipo normal (para poder efectuar los estudios de capacidad de manera certera). Entre ellos están las transformaciones que los paquetes estadísticos ofrecen para acercar los modelos de información a una distribución estándar. Por lo general, se transforma el set de datos a través de dos métodos:
 Cierre
Cierre
 La correcta implementación del control estadístico de procesos es una de las herramientas más valoradas por los clientes. Esta permite neutralizar los riesgos y costos por mala calidad al reducir la variación. Por lo tanto, minimiza quejas, retornos de material, excesos de scrap, entre otros factores.
La correcta implementación del control estadístico de procesos es una de las herramientas más valoradas por los clientes. Esta permite neutralizar los riesgos y costos por mala calidad al reducir la variación. Por lo tanto, minimiza quejas, retornos de material, excesos de scrap, entre otros factores.
Del mismo modo, en este primer acercamiento se puntualizó la diferencia entre las principales causas (normales y especiales) que pueden presentarse dentro de los procesos productivos, al igual que se concretó la percepción sobre los productos. Asimismo, se abarcó la relevancia de identificar los factores que ubican a los procesos dentro de control estadístico y con capacidad aceptable.
En resumen, el objetivo de esta herramienta es prevenir y predecir comportamientos de la información con la que se trabaja. El manejo de los datos y un conocimiento estadístico habilidoso es inútil cuando se desconoce el proceso y no se aplican los planes de acción correspondientes. Es fundamental la participación de equipos multidisciplinarios con la finalidad de entender las causas especiales y eliminarlas, a la vez que se trabaja en evitar que vuelva a impactar en este proceso o en alguno de la misma familia.
Checkpoints
Asegúrate de:
- Conocer los seis puntos principales de preparación para el estudio del SPC.
- Conocer la diferencia entre causas comunes y causas especiales.
- Conocer la diferencia entre control estadístico y capacidad de proceso.
- Conocer los principales tipos de distribuciones.
 Referencias bibliográficas
Referencias bibliográficas
- AIAG. (2005). Statistical Process Control (2a ed.). Estados Unidos.
- Minitab. (s.f.). Distribución binomial. Recuperado de https://support.minitab.com/es-mx/minitab/21/help-and-how-to/probability-distributions-random-data-and-resampling-analyses/supporting-topics/distributions/binomial-distribution/
- Minitab. (s.f.). Distribución de Poisson. Recuperado de https://support.minitab.com/es-mx/minitab/21/help-and-how-to/probability-distributions-random-data-and-resampling-analyses/supporting-topics/distributions/poisson-distribution/
- Minitab. (s.f.). Distribución normal. Recuperado de https://support.minitab.com/es-mx/minitab/20/help-and-how-to/probability-distributions-random-data-and-resampling-analyses/supporting-topics/distributions/normal-distribution/
- Minitab. (s.f.). Seleccione la distribución e ingrese los parámetros. Recuperado de https://support.minitab.com/es-mx/minitab/20/help-and-how-to/probability-distributions-random-data-and-resampling-analyses/how-to/random-data-and-set-base/generate-the-data/select-the-distribution-and-enter-the-parameters/
 Para saber más – Recursos adicionales
Para saber más – Recursos adicionales
Videos
- Clockwork Institute. (2019, 10 de junio). Tutorial Control Estadístico de Proceso (SPC) - Capacidad de Proceso en MiniTab [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=4641e4_2aZA
- Quality Breach. (2022, 20 de agosto). Transformación de Johnson | Normalización de datos paso a paso [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=dhMgSxBu90k
- Solma Soluciones. (2022, 16 de junio). Capacidad de Proceso para Datos no Normales con Minitab [Archivo de video].Recuperado de https://www.youtube.com/watch?v=umZUy-c8VcI
La obra presentada es propiedad de ENSEÑANZA E INVESTIGACIÓN SUPERIOR A.C. (UNIVERSIDAD TECMILENIO), protegida por la Ley Federal de Derecho de Autor; la alteración o deformación de una obra, así como su reproducción, exhibición o ejecución pública sin el consentimiento de su autor y titular de los derechos correspondientes es constitutivo de un delito tipificado en la Ley Federal de Derechos de Autor, así como en las Leyes Internacionales de Derecho de Autor.
El uso de imágenes, fragmentos de videos, fragmentos de eventos culturales, programas y demás material que sea objeto de protección de los derechos de autor, es exclusivamente para fines educativos e informativos, y cualquier uso distinto como el lucro, reproducción, edición o modificación, será perseguido y sancionado por UNIVERSIDAD TECMILENIO.
Queda prohibido copiar, reproducir, distribuir, publicar, transmitir, difundir, o en cualquier modo explotar cualquier parte de esta obra sin la autorización previa por escrito de UNIVERSIDAD TECMILENIO. Sin embargo, usted podrá bajar material a su computadora personal para uso exclusivamente personal o educacional y no comercial limitado a una copia por página. No se podrá remover o alterar de la copia ninguna leyenda de Derechos de Autor o la que manifieste la autoría del material.