 Introducción
Introducción
 Los valores estadísticos y la inferencia son los elementos centrales del control estadístico de procesos (SPC). Por ello, en este tema aprenderás a interpretar la voz del proceso con base en los resultados númericos, a detectar las áreas de oportunidad y, sobre todo, a conocer la implicación práctica y entender cómo estos valores pueden ayudarte a mejorar los procesos con los que interactuas de manera diaria.
Los valores estadísticos y la inferencia son los elementos centrales del control estadístico de procesos (SPC). Por ello, en este tema aprenderás a interpretar la voz del proceso con base en los resultados númericos, a detectar las áreas de oportunidad y, sobre todo, a conocer la implicación práctica y entender cómo estos valores pueden ayudarte a mejorar los procesos con los que interactuas de manera diaria.
Además, se presenta un análisis real a través de ejemplos en el software Minitab, el cual no es propio solamente de ese sistema, sino que la teoría, los índices y todo lo referente a esta etapa, es de utilidad en cualquier programa estadístico con el que se desee procesar información.
 Explicación
Explicación
Distribuciones
El primer paso para convertirte en un analista de calidad es conocer el tipo de distribución con el que cuentan los datos. Un error de principiante es trabajar todos los sets de datos como si fueran una distribución normal o de campana, la cual es la más común dentro de los procesos y la que se establece como un enfoque o condición para ciertos tipos de análisis.
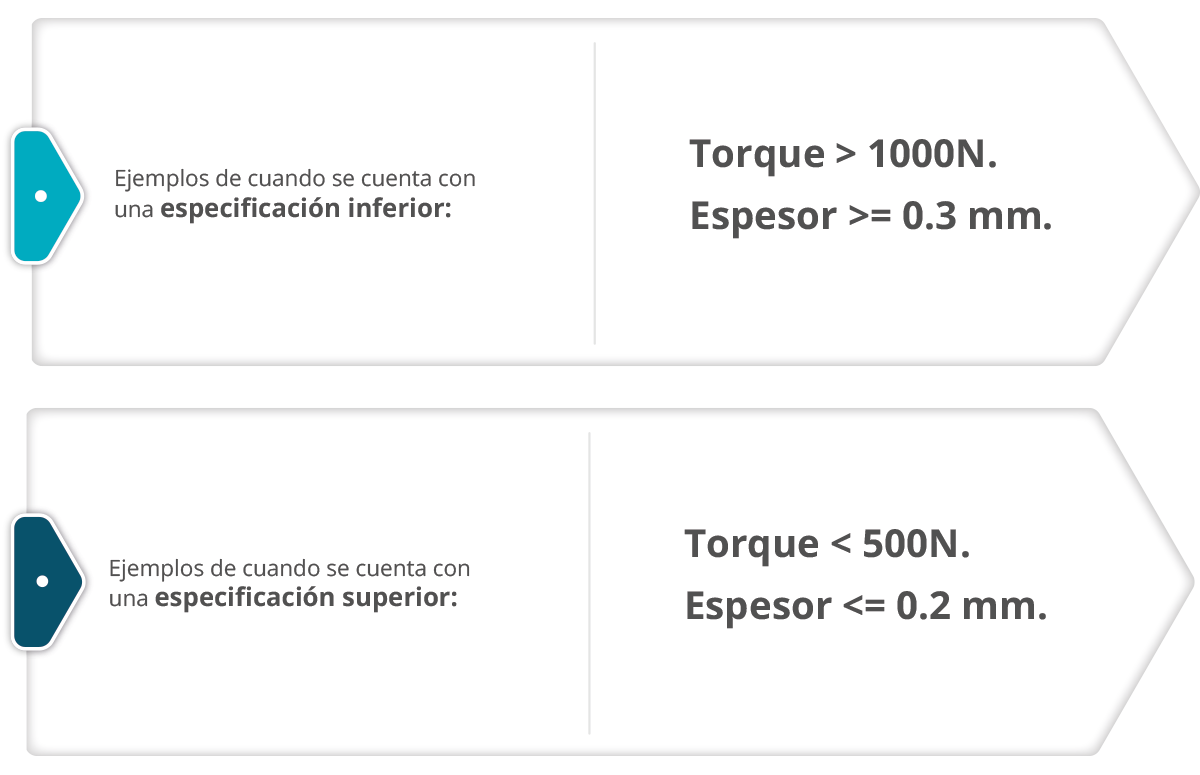
Para conocer el tipo de distribución, es necesario analizar cómo se comportan los datos cuando son recopilados de manera aleatoria. El tipo de proceso genera una aproximación a la conducta de los datos, ya que, por ejemplo, se puede esperar un comportamiento exponencial en procesos con solo una especificación (características que cuentan con una especificación del tipo Torque >1000 N), así como una distribución normal en una variable cuya especificación es doble (tiene tanto especificación inferior como especificación superior y se presenta de la siguiente manera: diámetro de 0.75 mm +- 0.05 mm).
Existen distintas pruebas estadísticas para determinar la normalidad dentro de los datos. Entre las más aceptadas se encuentran las siguientes: el valor Ji cuadrada para bondad de ajuste, Anderson-Darling, Kolmogórov-Smirnov y Shapiro-Wilks; estas se incluyen en los paquetes estadísticos más básicos. Sin embargo, el mejor recurso visual para comprobar la normalidad es la gráfica de probabilidad, la cual se ve acompañada de alguno de estos índices para corroborar la hipótesis de si son datos que presentan normalidad.
El siguiente enlace es externo a la Universidad Tecmilenio, al acceder a él considera que debes apegarte a sus términos y condiciones.
Para conocer cómo hacer una prueba de normalidad por medio de un formato en Excel, revisa el siguiente video de Roberto Jiménez (2019): https://www.youtube.com/watch?v=nGqhsxZrGlM&ab_channel=RobertoJim%C3%A9nez
Una vez vaciados los datos en el formato utilizado por la empresa, o dentro de algún software estadístico, se puede verificar qué tipo de distribución estadística se ajusta mejor al conjunto de datos. En el siguiente ejercicio se muestra cómo interpretar los índices arrojados y el uso de la información para continuar con los análisis:
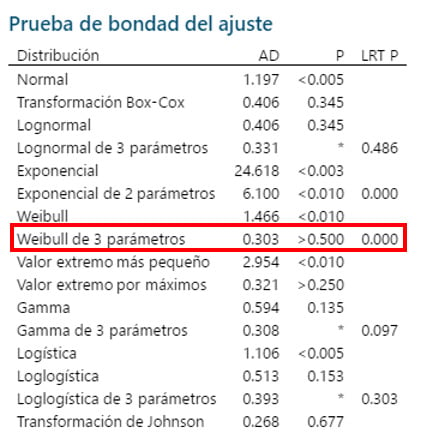
Figura 1. Resultados de la prueba de bondad de ajuste. Esta imagen se obtuvo directamente del sitio electrónico https://blog.minitab.com/es/como-identificar-la-distribucion-de-sus-datos-usando-minitab#:~:text=Las%20gr%C3%A1ficas%20de%20probabilidad%20son,recta%2C%20la%20distribuci%C3%B3n%20se%20ajusta solo para fines educativos.
En este caso, se cuenta con las siguientes columnas:
En el ejemplo de la figura 1, se puede observar que el comportamiento de los datos no es normal (valor p<0.005), por lo que se busca el valor p más alto.
Uno de los casos más comunes es que solamente se quiera saber si los datos siguen la distribución normal, por lo tanto, observar un valor p mayor a 0.05 significa que sí lo hacen. Sin embargo, en la práctica, el hecho de que los datos no cuenten con una distribución normal no es el fin del mundo, ya que existen distintos métodos, como las transformaciones de datos o el trabajo por distintos métodos gráficos o estadísticos, que no suponen esta normalidad.
Índices y tolerancias (bilaterales o unilaterales)
Índices para características con doble especificación (bilaterales):
Es necesario mencionar que los índices de capacidad, tanto para corto como para largo plazo, carecen de valor en los procesos que no se encuentran bajo control estadístico. En consecuencia, se debe trabajar primero en estabilizar el proceso y después abordar la variación y los índices de capacidad.
Para efectos de este tema, se evaluarán solamente los índices más populares de acuerdo con lo que menciona AIAG (2005):
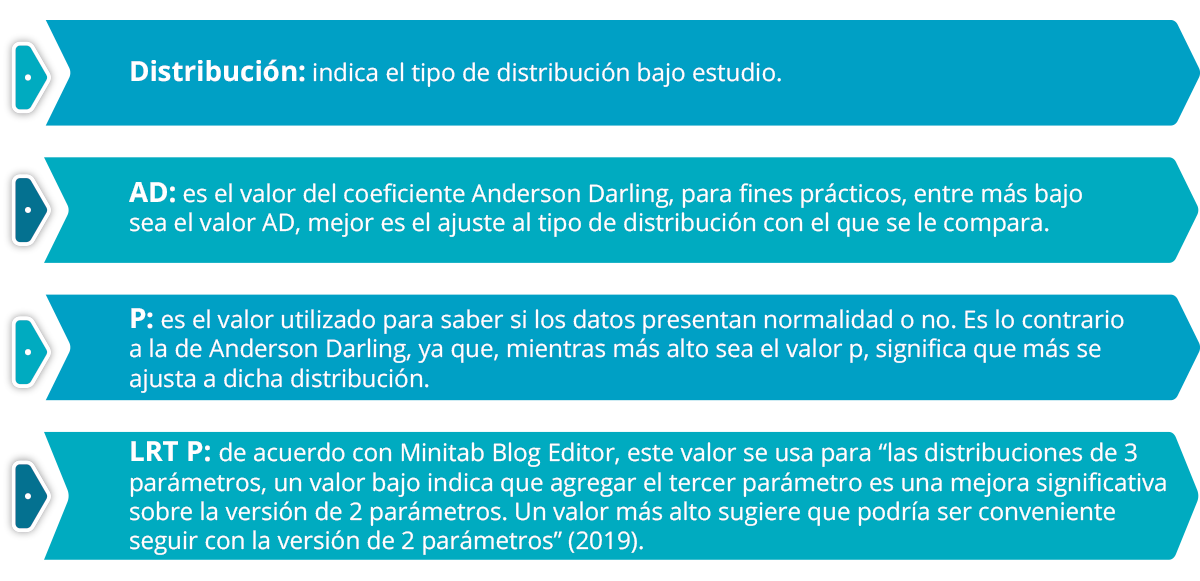
En cuanto a los índices de variación del proceso (Cp y Pp), el índice Cp, o índice de capacidad potencial del proceso, es el resultado de la división de la variación tolerada entre la variación real del proceso. Por otro lado, el índice Pp es el desempeño potencial del proceso y, del mismo modo, evalúa la variación tolerada con la variación real; la diferencia es que este es un índice de largo plazo, por lo que la desviación estándar es distinta a la usada para calcular el Cp. Por este motivo, son relativos a las especificaciones, ya que no toman en cuenta si los valores están dentro o fuera, solamente indican la capacidad para cumplir dicho proceso con respecto al rango de tolerancias.

ES= especificación superior.
EI= especificación inferior.
R_barra= promedio de rangos.
A2= constante para gráficos de control.
Xi= valor individual obtenido.
u = media del proceso.
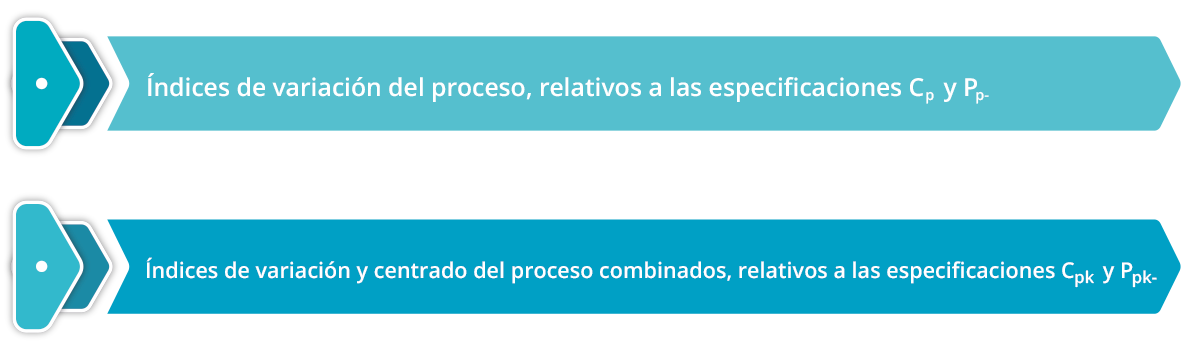
La diferencia en estos índices es que el Cp sirve para evaluar la capacidad potencial (corto plazo) y el Pp evalúa el desempeño potencial del proceso (largo plazo). En este sentido, ambas fórmulas calculan sigma de manera distinta, ya que en Cp se utiliza la desviación estándar del proceso () y en el cálculo de Pp se implementa la desviación estándar de largo plazo (). Debido a que estos indicadores de capacidad no contemplan la relación conforme a las especificaciones, se complementan con el estudio de Cpk y Ppk .
En el caso de los índices de variación y centrado del proceso combinados, relativos a Cpk y Ppk, su principal beneficio es que contemplan la variación con respecto a la media del proceso, por lo que coadyuva a definir su capacidad para cumplir con las especificaciones.
La diferencia de los índices Cpk y Ppk también radica en el uso de la desviación estándar; una evalúa el corto plazo (Cpk) y la otra el largo plazo (Ppk). Las fórmulas son las siguientes:
Como se puede observar en las fórmulas, es necesario calcular los índices de capacidad de cada lado (límite superior contra la media y límite inferior respecto a la media) con el fin de obtener el valor mínimo y saber qué tan buen desempeño tiene el proceso en relación con el centrado. Esto se muestra en la diferencia de los índices inferior y superior, ya que, si ambos son muy parecidos, quiere decir que el proceso está relativamente centrado.
¿De qué sirve conocer estos dos números?, ¿acaso no tienen la misma función? Es importante analizarlos por separado para conocer sus diferencias y saber cómo sacarles ventaja. La principal aplicación y señal es que el índice de variación/desempeño del proceso (Cp / Pp) otorga valores aceptables. Por el contrario, los índices Cpk y Ppk son inaceptables (muy bajos) y las acciones necesarias para mejorar ese proceso están encaminadas a centrarlo en lugar de reducir la variación, lo cual es, en la mayoría de los casos, más sencillo.
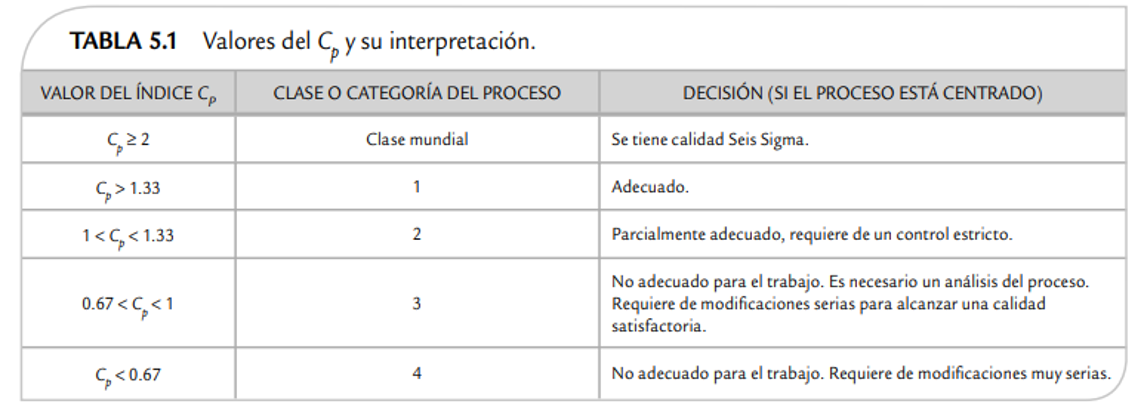
Figura 2. Valores del Cp y su interpretación. Fuente: Gutiérrez Pulido, H., y De la Vara Salazar, R. (2008). Control estadístico de la calidad y Seis Sigma (2a ed.). México D.F.: McGraw-Hill.
El índice Cp es el más solicitado en auditorías y citas con clientes para conocer el estatus de alguna operación o característica que se controla dentro del piso de producción. En este caso, la figura 2 es una referencia universal de la categoría que tiene el proceso conforme al valor del índice Cp, y las decisiones que se tienen que tomar en dicho punto.
En resumen, la figura 2 muestra que el Cp que se debe tener como meta es de 1.33, ya que indica que el proceso es adecuado para cumplir con las especificaciones. Por otra parte, un Cp entre 1 y 1.33 es aceptable, siempre y cuando se tenga un control estricto. Estos son los valores de índices con los que se debe contar en los procesos para cumplir los requerimientos del cliente.
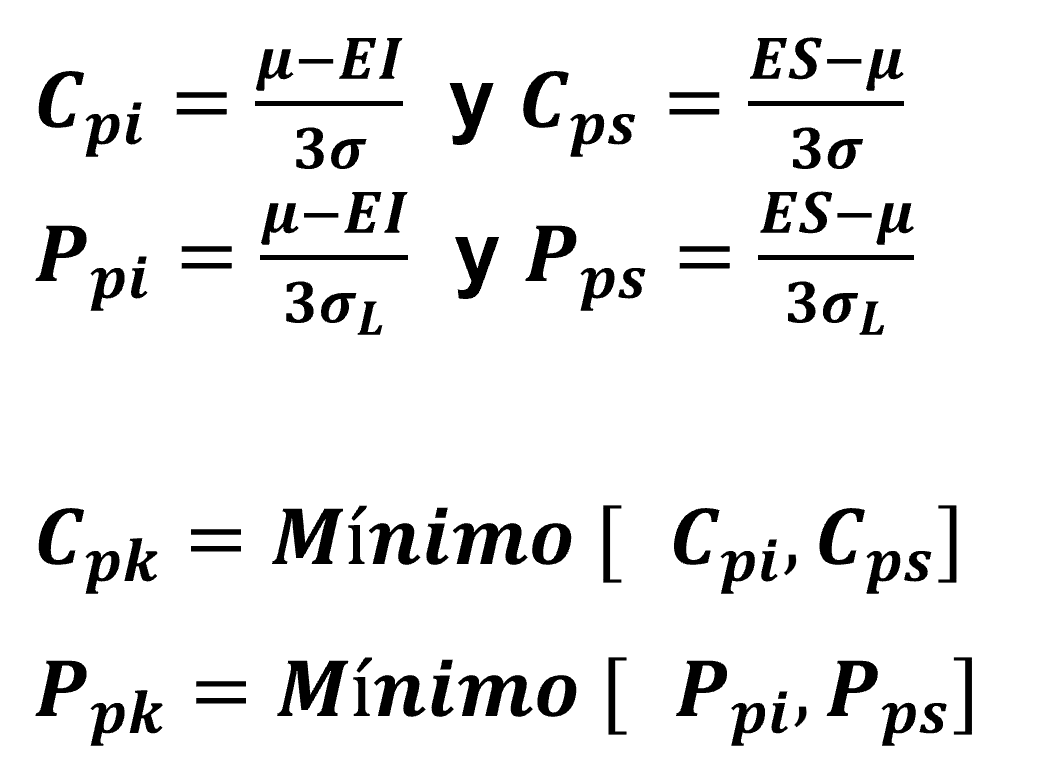
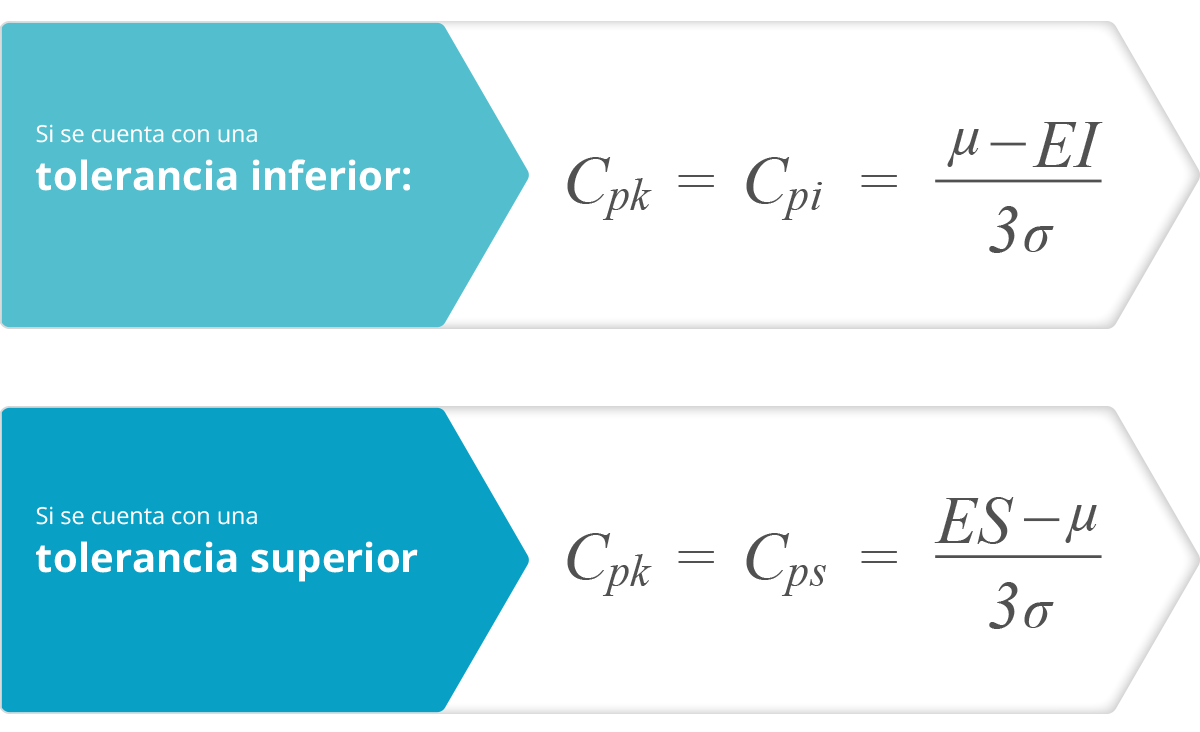
Índices para características con una sola especificación (unilateral):
Del mismo modo, existen procesos que solamente tienen una especificación (usualmente con un valor mayor o menor que cierto valor). En este caso, se utilizan las fórmulas para calcular Cpk con el enfoque en la especificación con la que se cuenta.
Las fórmulas son las siguientes, dependiendo del caso:
Los valores para interpretar los resultados, cuando se tiene una especificación, los puedes consultar en la figura 3, la cual se anexa a continuación:
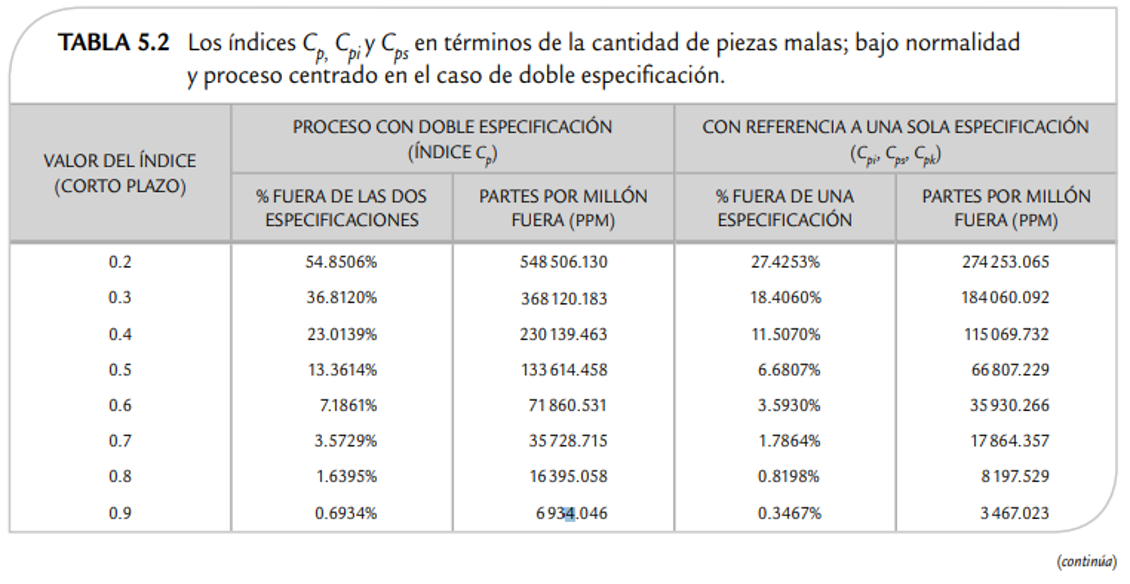
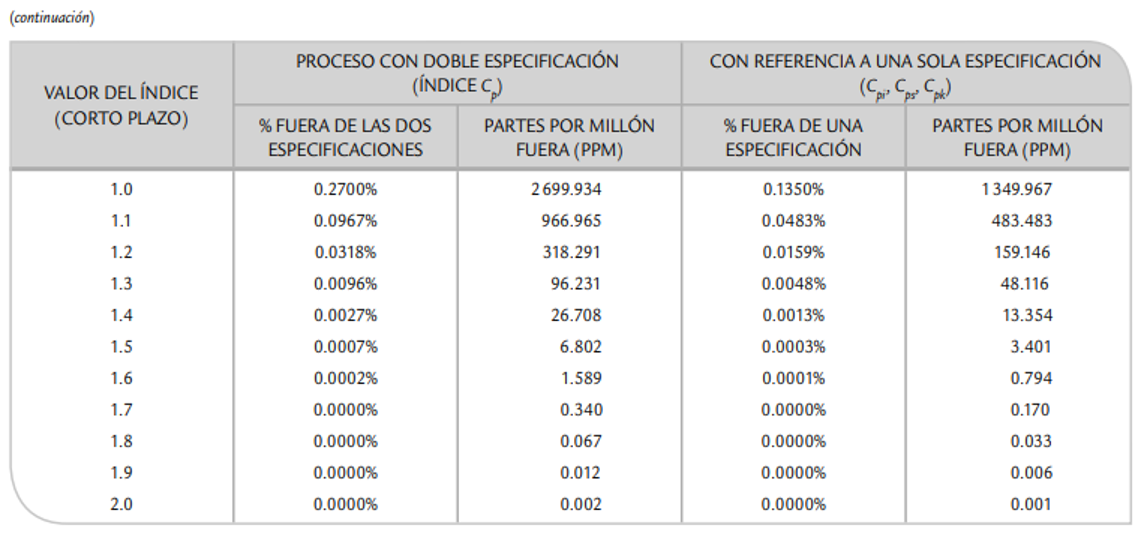
Figura 3. Los índices Cp, Cpi y Cps en términos de la cantidad de piezas malas; bajo normalidad y proceso centrado en doble especificación. Fuente: Gutiérrez Pulido, H., y De la Vara Salazar, R. (2008). Control estadístico de la calidad y Seis Sigma (2a ed.). México D.F.: McGraw-Hill.
Capability six pack
Para cerrar el tema de la interpretación de resultados obtenidos de SPC, se comparte la lectura “Interpretar los resultados clave para Análisis de capacidad Seis en uno normal” de Minitab (s.f.), la cual es obligatoria, ya que te ayudará a tener una guía al momento de realizar tus próximos proyectos, tanto académicos como en el piso de producción. El texto lo puedes consultar en el siguiente enlace: https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/capability-analysis/how-to/capability-sixpack/normal-capability-sixpack/interpret-the-results/key-results/
El siguiente enlace es externo a la Universidad Tecmilenio, al acceder a él considera que debes apegarte a sus términos y condiciones.
En el artículo se ofrece una explicación de su famoso capability six pack y la secuencia correcta para interpretar los resultados. Es preciso aclarar que, aunque en este caso se referencian los recursos visuales de Minitab, estos principios, valores y pasos son aplicables para cualquier otro software de este tipo.
Además, la lectura muestra una ruta crítica para aprender a interpretar los resultados numéricos y las gráficas con las que cuentas. Recuerda que toda esta información se presenta con el objetivo de conocer las áreas de mejora, así como establecer acciones que ayuden a contar con procesos en control estadístico y que cumplan con los índices de capacidad requeridos. Asimismo, que ayuden a controlar las causas especiales que impactan el proceso.
 Cierre
Cierre
 Es importante recordar que toda la información presentada tiene la finalidad de ayudarte a entender la voz del proceso y trabajar las mejoras con base en información estadística. No se pretende volverte un experto en estadística ni en teoría, sino que conozcas los fundamentos para que cuando se te presenten datos, tendencias, índices, etcétera, puedas operar en torno a ellos y mejorar los procesos.
Es importante recordar que toda la información presentada tiene la finalidad de ayudarte a entender la voz del proceso y trabajar las mejoras con base en información estadística. No se pretende volverte un experto en estadística ni en teoría, sino que conozcas los fundamentos para que cuando se te presenten datos, tendencias, índices, etcétera, puedas operar en torno a ellos y mejorar los procesos.
Los procesos de implementación o evaluación del control estadístico de proceso no suelen ser breves y, además, requieren de un equipo de trabajo que conozca el contexto y pueda impactar la variable bajo estudio, así como ayudar a alimentar tu bitácora de eventos. Esta última siempre es auditable, ya que encuentra puntos fuera de especificación o señales de un proceso fuera de control estadístico. De igual manera, contiene el registro de puntos fuera, la causa y las acciones que se pusieron en marcha para la corrección y prevención.
Los contenidos vistos en este tema son de carácter referencial y no son leyes absolutas. El manual de SPC es una recomendación utilizada internacionalmente y establece que, en casos específicos, pueden existir excepciones dependiendo del tipo de proceso bajo estudio, los factores que afecten al producto, el esquema de muestreo, entre otros elementos.
Checkpoints
Asegúrate de:
- Aprender a interpretar los índices de capacidad del proceso.
- Aprender a identificar el tipo de distribución estadística de los datos.
- Integrar los elementos que conforman el estudio del control estadístico de procesos (índices, gráficas, etcétera).
 Referencias bibliográficas
Referencias bibliográficas
- AIAG. (2005). Statistical Process Control (2a ed.). Estados Unidos.
- Gutiérrez, H., y De la Vara, R. (2008). Control estadístico de la calidad y Seis Sigma (2a ed.). México: McGraw-Hill.
- Minitab. (s.f.). Interpretar los resultados clave para Análisis de capacidad Seis en uno normal. Recuperado de https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/capability-analysis/how-to/capability-sixpack/normal-capability-sixpack/interpret-the-results/key-results/
- Minitab Blog Editor. (2019). Cómo Identificar la Distribución de sus Datos Usando Minitab. Recuperado de https://blog.minitab.com/es/como-identificar-la-distribucion-de-sus-datos-usando-minitab#:~:text=Las%20gr%C3%A1ficas%20de%20probabilidad%20son,recta%2C%20la%20distribuci%C3%B3n%20se%20ajusta.
- Roberto Jiménez. (2019, 22 de abril). 2-5 KOLMOGOROV SMIRNOV - TEST DE NORMALIDAD EN EXCEL [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=nGqhsxZrGlM&ab_channel=RobertoJim%C3%A9nez
 Para saber más – Recursos adicionales
Para saber más – Recursos adicionales
Los siguientes enlaces son externos a la Universidad Tecmilenio, al acceder a ellos considera que debes apegarte a sus términos y condiciones.
Videos
- Jorge Cervantes. (2021, 16 de mayo). Gráfica de probabilidad en Excel [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=pj8cnXWTbZk&ab_channel=JorgeCervantes
- Muñoz Tutoriales. (2022, 19 de mayo). Gráfica de Control || ¿Cómo se Diseña en Excel? || Control Estadístico de Procesos [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=_2C3tf2uE0c&ab_channel=Mu%C3%B1ozTutoriales
- Solma Soluciones. (2022, 16 de junio). Capacidad de Proceso para Datos no Normales con Minitab [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=umZUy-c8VcI&t=11s&ab_channel=SolmaSoluciones
La obra presentada es propiedad de ENSEÑANZA E INVESTIGACIÓN SUPERIOR A.C. (UNIVERSIDAD TECMILENIO), protegida por la Ley Federal de Derecho de Autor; la alteración o deformación de una obra, así como su reproducción, exhibición o ejecución pública sin el consentimiento de su autor y titular de los derechos correspondientes es constitutivo de un delito tipificado en la Ley Federal de Derechos de Autor, así como en las Leyes Internacionales de Derecho de Autor.
El uso de imágenes, fragmentos de videos, fragmentos de eventos culturales, programas y demás material que sea objeto de protección de los derechos de autor, es exclusivamente para fines educativos e informativos, y cualquier uso distinto como el lucro, reproducción, edición o modificación, será perseguido y sancionado por UNIVERSIDAD TECMILENIO.
Queda prohibido copiar, reproducir, distribuir, publicar, transmitir, difundir, o en cualquier modo explotar cualquier parte de esta obra sin la autorización previa por escrito de UNIVERSIDAD TECMILENIO. Sin embargo, usted podrá bajar material a su computadora personal para uso exclusivamente personal o educacional y no comercial limitado a una copia por página. No se podrá remover o alterar de la copia ninguna leyenda de Derechos de Autor o la que manifieste la autoría del material.