 Introducción
Introducción
 ¿Alguna vez te has preguntado cómo asegurar que, estadísticamente, el proceso sea capaz de cumplir con una producción en masa desde antes de su lanzamiento?, ¿Sabes cuáles son los criterios de aceptación estadística, conforme a los cuales, el cliente da el visto bueno para correr sus procesos?, ¿Sabías que aquí la apariencia si cuenta? A lo largo de este tema, nos adentraremos más en los datos respecto a la validación de producto y proceso a través del estudió especifico de los requerimientos 11, 12 y 13 del Proceso de Aprobación de Partes de Producción (PPAP).
¿Alguna vez te has preguntado cómo asegurar que, estadísticamente, el proceso sea capaz de cumplir con una producción en masa desde antes de su lanzamiento?, ¿Sabes cuáles son los criterios de aceptación estadística, conforme a los cuales, el cliente da el visto bueno para correr sus procesos?, ¿Sabías que aquí la apariencia si cuenta? A lo largo de este tema, nos adentraremos más en los datos respecto a la validación de producto y proceso a través del estudió especifico de los requerimientos 11, 12 y 13 del Proceso de Aprobación de Partes de Producción (PPAP).
Del mismo modo, conocerás los mínimos básicos con los que se debe cumplir en estos puntos, así como ciertos formatos que son utilizados para demostrar el cumplimiento de estos requerimientos de PPAP; todo esto con el enfoque a la prevención y ejecución de un lanzamiento para nuevos productos (o aseguramiento de la calidad después de cambios efectuados), que pueda satisfacer las exigencias del cliente en cuestión.
 Explicación
Explicación
Estudios de Proceso Iniciales
Este es uno de los requerimientos más importantes de la carpeta PPAP. En este apartado, se hace una exploración a detalle basado en la información estadística compilada de la corrida significativa, y es una base de la toma de acuerdos por parte del cliente y el proveedor.
El requerimiento número once establece todo lo referente a los estudios iniciales de Proceso; siendo visto como un desarrollo de SPC previo al control de la producción en masa. Por ello, desde el inicio del estudio, se tienen que demostrar niveles aceptables en las características especiales asignadas por el cliente, reservándose éste el derecho de solicitar algún reporte de características que no fueron anteriormente declaradas bajo dicho atributo (ser características especiales).
La parte fundamental de este proceso es demostrar que, estadísticamente, el proceso productivo puede cumplir con los requisitos del cliente, orientándose éste únicamente a datos de variables (no de atributos), a menos de que se indique lo contrario en reuniones previas, o que haya sido pedido de manera explícita por el cliente a través de alguno de los medios de comunicación permitidos. Cabe mencionar que este punto no está escrito por convención, sino que, para realizar estudios objetivos de atributos, se requiere una mayor cantidad de datos recolectados en el tiempo.
En este instante, seguramente, te preguntarás de que sirve tanta explicación teórica, y es con el fin de llevarte paso a paso a cada uno de los parámetros o pasos mínimos que se espera entregues para demostrar que el proceso es capaz. En este caso, se sabe por excelencia que el control estadístico de procesos utiliza índices de capacidad (tanto Cpk y Ppk aunque no se encuentra limitado a ellos, pudieran ser utilizados otros índices siempre y cuando el cliente se encuentre de acuerdo) y gráficas de control para demostrar la voz del proceso.
En el caso de las características que pueden ser analizadas a través de las gráficas de control X̅ y R, se recomienda, de igual manera, manejar un mínimo de 25 subgrupos, que contengan al menos 100 lecturas en total que cubran piezas consecutivas de la corrida; no obstante, estas gráficas, a pesar de ser las más comunes, pueden ser reemplazadas por otro tipo de gráficas, siempre y cuando éstas se justifiquen y sean aprobadas por el cliente o su representante.
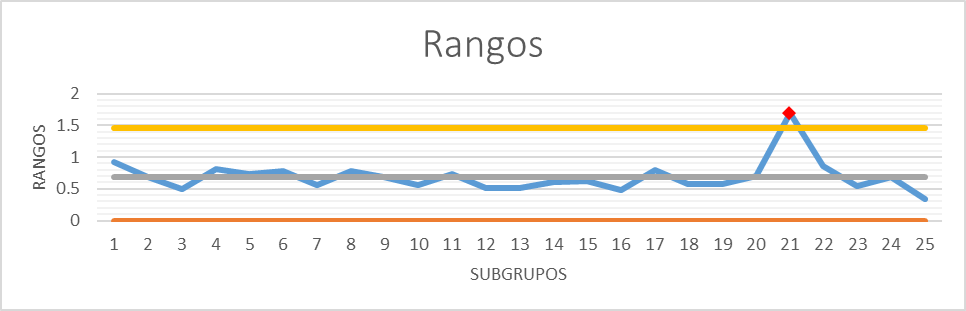
Figura 1: Gráfica de rangos inicial.
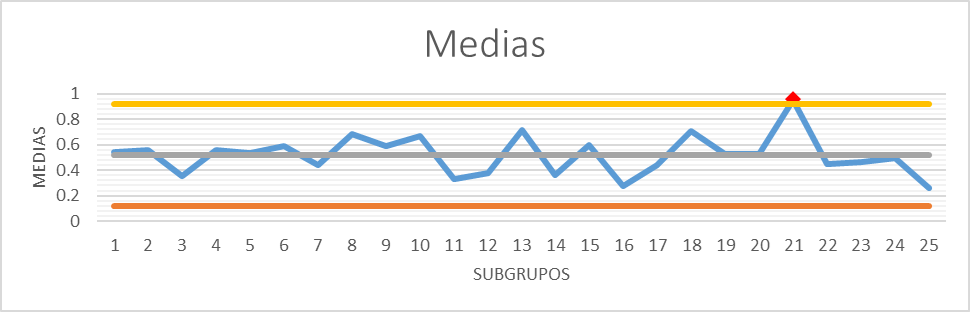
Figura 2: Gráfica de medias inicial.
Asimismo, a pesar de que es sumamente recomendado el uso de los datos de la corrida de producción; pueden utilizarse también datos históricos de procesos similares o de la misma familia, siempre y cuando el cliente los tome como aceptables.
En el caso específico de los índices (tanto los índices de capacidad como el índice de rendimiento en el caso de que aplique), se pueden denominar buenos parámetros de referencia para entender la información, pero no dotan de la información suficiente para llevar a cabo la toma de decisiones cuando se evalúan por si solos. Afortunadamente, para el cumplimiento de este requisito de PPAP, se puede recurrir al manual de SPC en su edición más actualizada y buscar información respecto a cómo fundamentar la estadística compilada.
Es preciso mencionar que estos estudios dependen de diversos factores para su procesamiento, tales como pueden ser la cantidad de muestras, el esquema de muestreo, el histórico, si existen causas conocidas que impactan el proceso, etc. Sin embargo, ¿cuándo se usa el índice de capacidad y cuándo el índice de rendimiento?
Los índices de capacidad (Cp y Cpk ) son estimaciones que buscan encontrar la capacidad del proceso analizando la variación dentro de los subgrupos; en pocas palabras, de acuerdo con Automotive Industry Action Group (2006), es un índice de que tan bueno podría llegar a ser un proceso si se eliminara la variación entre subgrupos; y estos índices son usados principalmente cuando ya se demostró que el proceso se encuentra dentro de control estadístico, por medio de las gráficas de control.
Por el otro lado, el Índice de rendimiento (Pp y Ppk), es un índice de rendimiento del proceso basado en el set de datos del muestreo. Sin embargo, no contempla la variación entre subgrupos, lo cual ofrece un punto de vista parcial de los resultados.
En los estudios iniciales, es recomendable que cualquiera que haya sido la fuente de los datos (ya sea un muestreo de la corrida de producción significativa, o a través de datos obtenidos del histórico de un producto similar), se busque contar con, al menos, 100 muestras distribuidas a lo largo de 25 subgrupos; para que, una vez determinado que se cuenta con un proceso estable (después de analizar las gráficas de control y observar que no existen puntos fuera de los límites de control), se pueda calcular el índice Cpk; o, en su defecto, una vez demostrado que existen causas especiales, utilizar el índice de rendimiento.
Es importante recalcar que, al hablar de estos temas estadísticos, no es suficiente con llegar al valor numérico que requiere el índice, o con percibir gráficas de control donde todo se vea estable; su propósito es entender la variación y sus fuentes para poder controlarlas o eliminarlas, demostrando al cliente un control completo de los resultados de calidad del producto.
Al hablar de criterios de aceptación de estos estudios, principalmente, se toman en consideración los valores obtenidos, ya sea de capacidad o de rendimiento. Según establece el manual de PPAP (2006), se tienen los siguientes criterios:
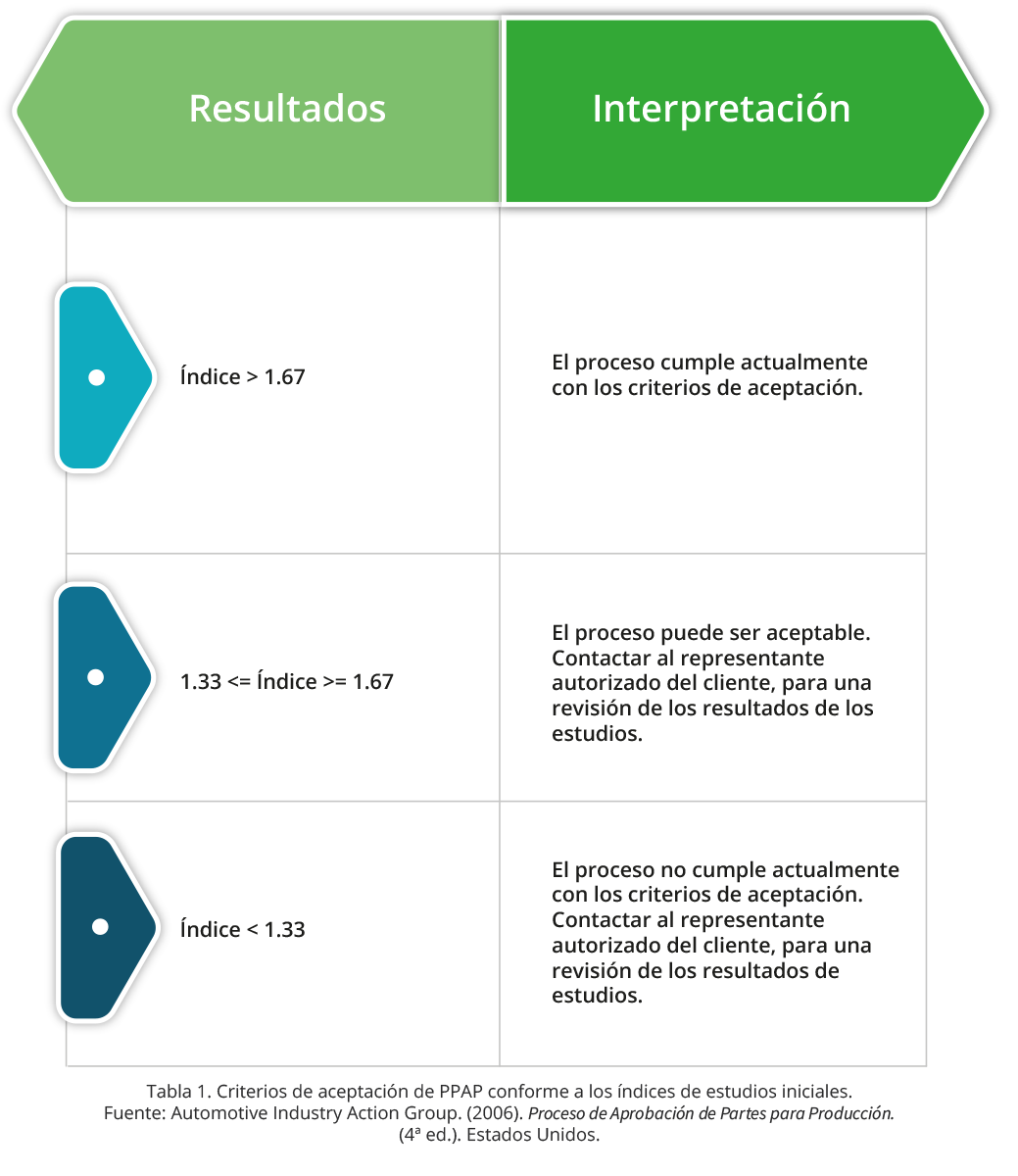
Sin embargo, cabe mencionar que el cumplimiento de estos índices es uno de los parámetros a los que debe aspirar el proveedor, ya que la estadística completa y la naturaleza del proceso, pueden conducir a mejores conclusiones que los índices por sí mismos.
Del mismo modo, en el cumplimiento de este requerimiento se deben seguir los principios de Control Estadístico de Procesos (SPC), con el fin de revisar con el cliente detalles referentes a inestabilidad en los procesos, y cómo abordar los temas de especificaciones unilaterales o conjuntos de datos que siguen una distribución no normal (debido a que los fundamentos vistos en la parte de arriba persiguen un supuesto de normalidad, así como especificaciones superiores e inferiores bilaterales). Si fuese el caso de alguno de estos eventos mencionados en este párrafo, se debe tener constante comunicación con el cliente, notificarle de lo que sucede inclusive antes de mandar cualquier paquete de PPAP y llegar con él a un plan de acción que pueda satisfacer a ambas partes.
Documentación de laboratorios calificados y Reporte de Aprobación de Apariencia (RAA)
El requerimiento 12, de la carpeta de PPAP, es sumamente claro en cuanto a que se debe mostrar la documentación correspondiente a la calificación con la que cuenta el laboratorio, con el fin de realizar los análisis y las pruebas compartidas en el PPAP.
En este caso pudiera efectuarse dentro de algún laboratorio interno o externo, sin la excepción de que éste tiene que encontrarse calificado para realizar ese tipo de pruebas; en el caso de laboratorios externos, de acuerdo con Automotive Industry Action Group (2006) “la organización tiene que emitir los resultados de pruebas en hoja membretada del laboratorio mismo o en formato normal de reportes de laboratorio.”; asimismo, debe contener toda la información que haga referencia a las fechas de las pruebas, y los estándares o normas que se siguieron para la ejecución de las pruebas.
Del mismo modo, se encuentra el requerimiento 13 de PPAP, el cual solicita un Reporte de Aprobación de Apariencia. En primer lugar, es necesario identificar si este requisito es solicitado o no, ya que en los datos de diseño debe encontrarse especificado (de manera natural pudiera aplicarse a componentes con características de color, superficie, apariencia o grano). De ser así, lo que se debe entregar en este requerimiento es el registro de información hecho en el formato de Reporte de Aprobación y Apariencia, aunque pudieran no pedirse todos los puntos en el caso de algunos clientes específicos. A continuación, se muestra un modelo de un Reporte de Aprobación de Apariencia:
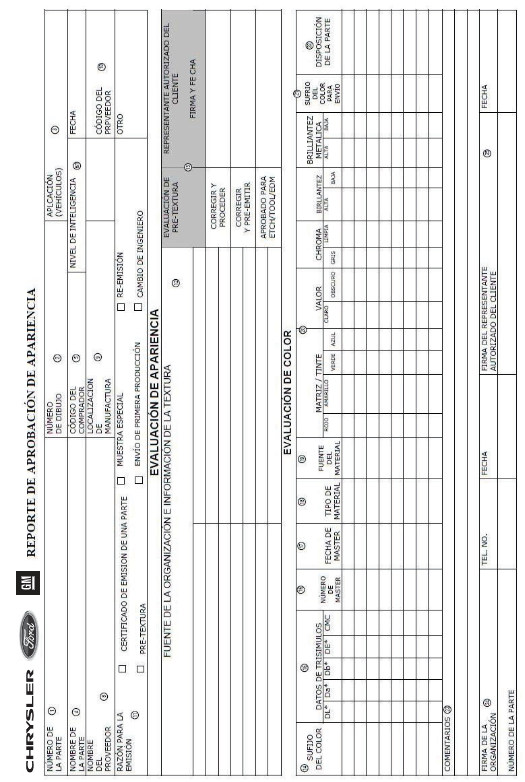
Figura 3. Reporte de Aprobación de Apariencia.
Fuente: Automotive Industry Action Group. (2006). Proceso de Aprobación de Partes para Producción. (4ª ed.). Estados Unidos.
 Cierre
Cierre
 A lo largo de esta lección, pudiste recordar términos, índices y criterios estadísticos que respaldan la toma de decisiones respecto a la aceptación de nuevos productos y, en su defecto, a los planes de acción que se tienen que ejecutar con el fin de asegurar un lanzamiento correcto de un nuevo producto, o comprobar que, a pesar de determinados cambios realizados, se sigue cumpliendo con los requisitos del cliente.
A lo largo de esta lección, pudiste recordar términos, índices y criterios estadísticos que respaldan la toma de decisiones respecto a la aceptación de nuevos productos y, en su defecto, a los planes de acción que se tienen que ejecutar con el fin de asegurar un lanzamiento correcto de un nuevo producto, o comprobar que, a pesar de determinados cambios realizados, se sigue cumpliendo con los requisitos del cliente.
En lo que respecta al requerimiento número 11 de PPAP, en la aplicación práctica de esta información, se tiene una muy buena señal de cómo se desarrollará el proceso en cuanto a la producción continua; por ello, en el caso de que no se cumpla con los índices o la estabilidad del proceso, es necesario seguir trabajando en él y guardar una constante comunicación con el cliente y buscando que, más allá de cumplirse los valores numéricos, se tengan procesos dentro de control estadístico o, en su defecto, con causas especiales conocidas y planes de acción ya definidos.
Del mismo modo, en este tema tuviste la oportunidad de aprender los requerimientos con los que tiene que cumplir el laboratorio que efectúa los estudios que conforman los otros requerimientos de PPAP (específicamente el 9 y 10); así como el llenado del formato de aprobación de apariencia de componentes; todo esto es fundamental en la ejecución de PPAP, ya que como menciona SPC Consulting Group (2022) “Un PPAP puede determinar si todos los requerimientos en las especificaciones o registros de diseño del cliente son entendidos apropiadamente por la organización y que el proceso de manufactura tiene el potencial de fabricar productos que cumplan con estos requerimientos”.
Checkpoints
Asegúrate de:
- Aprender la documentación requerida para estudios iniciales del proceso,
- Conocer la documentación requerida por el laboratorio que efectúa las pruebas de los requerimientos de PPAP.
- Conocer el formato del reporte de aprobación de apariencias.
 Referencias bibliográficas
Referencias bibliográficas
- Automotive Industry Action Group. (2006). Proceso de Aprobación de Partes para Producción (4ª ed.). Estados Unidos.
- SPC Consulting Group. (2022). PPAP PRODUCTION PART APPROVAL PROCESS. Recuperado de:
https://spcgroup.com.mx/ppap/
 Para saber más – Recursos adicionales
Para saber más – Recursos adicionales
Los siguientes enlaces son externos a la Universidad Tecmilenio, al acceder a ellos considera que debes apegarte a sus términos y condiciones.
Videos
- Material Welding- Online Welding and NDT Training. (2020, 9 de agosto). Aprende con los defectos de soldadura,identificación y apariencia [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=9gun_jdBZCk&ab_channel=MaterialWelding-OnlineWeldingandNDTTraining
- Quality Pro Trainning. (2021, 9 de abril).Calculo de Capacidad proceso Cp Cpk Pp Ppk Z con Excel y Minitab [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=VVHLC0IAREM&ab_channel=QualityProTrainning
- TECNALIA. (2020, 3 de julio). ¿Cómo se realiza una buena preparación metalográfica? [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=3Vz98dc5UTU&ab_channel=TECNALIA
La obra presentada es propiedad de ENSEÑANZA E INVESTIGACIÓN SUPERIOR A.C. (UNIVERSIDAD TECMILENIO), protegida por la Ley Federal de Derecho de Autor; la alteración o deformación de una obra, así como su reproducción, exhibición o ejecución pública sin el consentimiento de su autor y titular de los derechos correspondientes es constitutivo de un delito tipificado en la Ley Federal de Derechos de Autor, así como en las Leyes Internacionales de Derecho de Autor.
El uso de imágenes, fragmentos de videos, fragmentos de eventos culturales, programas y demás material que sea objeto de protección de los derechos de autor, es exclusivamente para fines educativos e informativos, y cualquier uso distinto como el lucro, reproducción, edición o modificación, será perseguido y sancionado por UNIVERSIDAD TECMILENIO.
Queda prohibido copiar, reproducir, distribuir, publicar, transmitir, difundir, o en cualquier modo explotar cualquier parte de esta obra sin la autorización previa por escrito de UNIVERSIDAD TECMILENIO. Sin embargo, usted podrá bajar material a su computadora personal para uso exclusivamente personal o educacional y no comercial limitado a una copia por página. No se podrá remover o alterar de la copia ninguna leyenda de Derechos de Autor o la que manifieste la autoría del material.