 Introducción
Introducción
 La evaluación de un sistema de medición es una disciplina que parece compleja y retadora. Sin embargo, es más fácil de lo que aparenta porque trata de principios estadísticos básicos, los cuales son aplicados a la eficacia de los sistemas de medición conforme a su entorno de destino.
La evaluación de un sistema de medición es una disciplina que parece compleja y retadora. Sin embargo, es más fácil de lo que aparenta porque trata de principios estadísticos básicos, los cuales son aplicados a la eficacia de los sistemas de medición conforme a su entorno de destino.
El estudio de los instrumentos de medición y la calibración de herramientas usualmente se asocia con el departamento de metrología de la empresa. No obstante, este tema debe concernir a todos los involucrados, ya que se relaciona con la calidad del proceso. Esto debido a que un mal manejo de los sistemas de medición puede arrojar falsas señales del proceso, así como permitir que se rechacen piezas buenas o que las malas pasen a la siguiente fase del proceso.
Por tales motivos, hay que considerar este tema como responsabilidad de todo el equipo y, al mismo tiempo, una parte fundamental de la calidad del producto. Lo anterior implica desempeñar un rol activo en un puesto de trabajo, ya sea con el reporte de un gage que no se encuentra en condiciones, la redefinición de un instrumento de medición adecuado, o bien, estableciendo un mejor método para la toma de una medición.
 Explicación
Explicación
Gage R&R
De acuerdo con AIAG, “el R&R de un gage es un estimativo de la variación combinada de la repetibilidad y la reproducibilidad. Establecido de otra manera, el RRG es la varianza e igual a la suma de las varianzas dentro y entre sistemas” (2010).
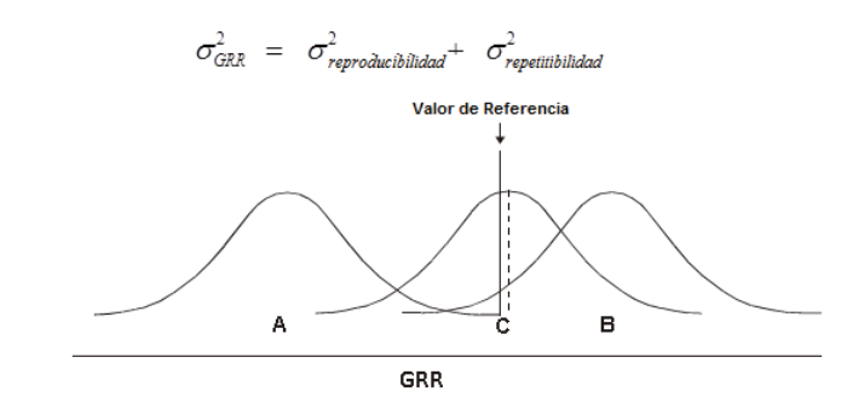
Figura 1. Representación gráfica de reproducibilidad. Fuente: AIAG. (2010). Measurement Systems Analysis (4ª ed.). Estados Unidos.
El análisis numérico y el análisis gráfico son igual de esenciales para el entendimiento y la aceptación del sistema. Por ello, aunque el Gage R&R (GRR) es la herramienta más utilizada, no solamente sus parámetros son válidos para el éxito de un sistema de medición, ya que existen casos específicos en los que se pueden arreglar los estudios para que sean aprobados.
Por tal motivo, en este tema se abordarán los parámetros elementales de aceptación, también se explicará cómo entender los datos obtenidos de un Gage R&R a través de un análisis de variables y atributos. El objetivo es que puedas comprender y procesar la información necesaria para cumplir con la evaluación de un sistema de medición.
La utilidad de esta evaluación radica en conocer qué aporta el sistema de medición a la variabilidad de los resultados obtenidos en el proceso: ¿es aceptable o es necesario hacer cambios en su reproducibilidad o repetibilidad? La respuesta depende de la evaluación del sistema.
Gage R&R a través de software
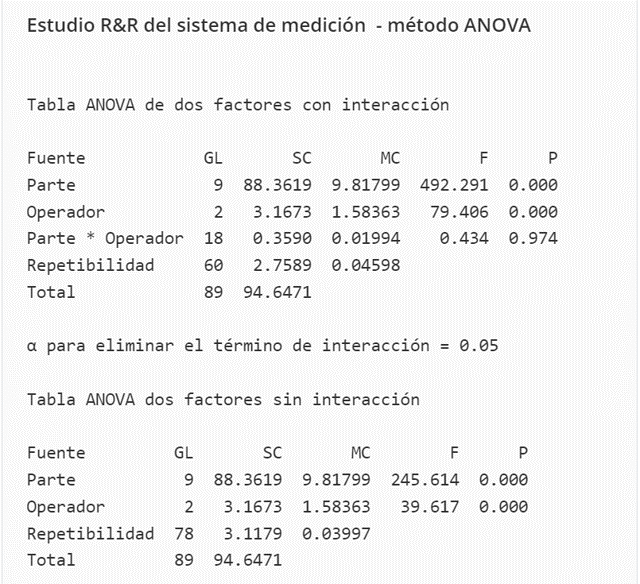
En este subtema se aborda el estudio y la visualización de un Gage R&R aplicado a un sistema de medición de variables para su interpretación. Para ello, se presenta un ejemplo que toma como referencia los datos y gráficas contenidas en el texto “Ejemplo de Estudio R&R cruzado del sistema de medición” publicado por Soporte de Minitab 20. El caso es el siguiente: “un ingeniero selecciona 10 partes que representan el rango esperado de la variación del proceso. Tres operadores miden las 10 partes, tres veces por parte, en orden aleatorio” (Soporte de Minitab 20, s.f.). De acuerdo con el análisis numérico, se obtienen los siguientes resultados:
Esta imagen se obtuvo directamente del sitio electrónico https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/measurement-system-analysis/how-to/gage-study/crossed-gage-r-r-study/before-you-start/example/ solo para fines educativos.
La diferencia entre ambas tablas es la interacción (Parte*Operador). Se acepta la hipótesis nula con base en los fundamentos de las pruebas a través del valor p (p>=0.5), lo cual indica que no existe interacción entre las partes y el observador. Por lo tanto, al obtener un valor p de 0.974, se crea una segunda tabla que omite dicho intercambio con la finalidad de descomponer el estudio en la aportación de las partes, el operador y la repetibilidad.
Del mismo modo, en este ejemplo se establecen otras dos hipótesis que son rechazadas de acuerdo con el valor de p obtenido:
Para las partes:
H0 = La diferencia estadística de las mediciones entre las partes no es significativa.
Para los operadores:
H0 = La diferencia estadística de las mediciones entre operadores no es significativa.
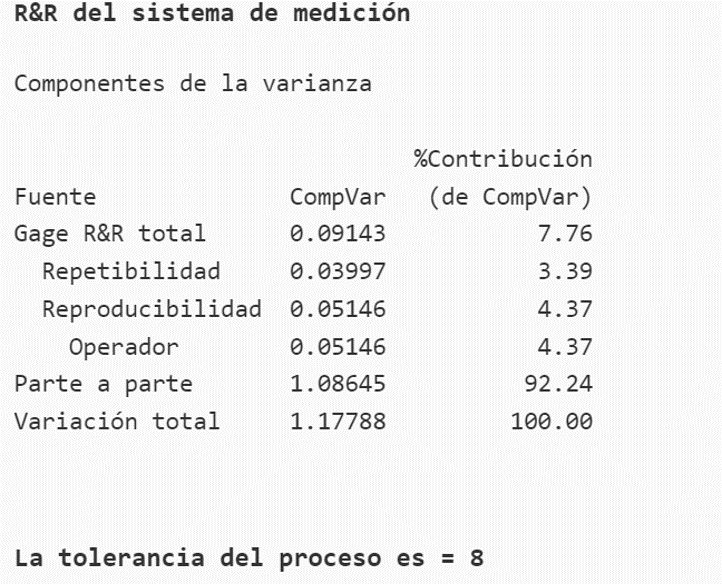
Posteriormente, se procede a analizar los resultados de los componentes de la varianza. De esta tabulación de datos se concluye que, de la variación total del estudio, el 92.24% es atribuida a la variación parte a parte, dejando con el 7.76% a la reproducibilidad y repetibilidad del sistema de medición.
Esta imagen se obtuvo directamente del sitio electrónico https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/measurement-system-analysis/how-to/gage-study/crossed-gage-r-r-study/before-you-start/example/ solo para fines educativos.
Esta imagen se obtuvo directamente del sitio electrónico https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/measurement-system-analysis/how-to/gage-study/crossed-gage-r-r-study/before-you-start/example/ solo para fines educativos.
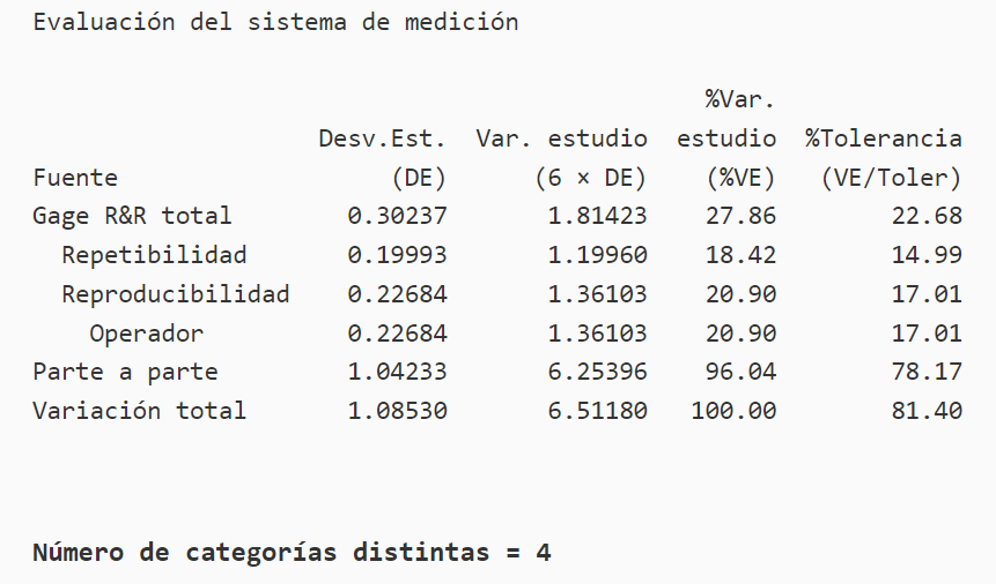
Para terminar con el análisis de los resultados numéricos, se presenta la evaluación del sistema de medición. En ella se establece si se acepta o se rechaza el porcentaje de contribución debido a la reproducibilidad y repetibilidad.
Para la interpretación de esta tabla, es necesario centrarse en lo siguiente:
- La columna %Var. Estudio (%VE).
- Utilizar los parámetros recomendados para definir la aceptación del sistema de medición:

Figura 2. Criterio para el GRR. Fuente: AIAG. (2010). Measurement Systems Analysis (4ª ed.). Estados Unidos.
- Número de categorías distintivas:
AIAG estipula que:
Otra estadística de la variabilidad del sistema de medición es el número de distintas categorías (ndc). Esta estadística indica el número de categorías en la que el proceso de medición se puede dividir. Este valor debe ser mayor o igual a 5. (2010)
Considerando lo anterior, al tener un 27.86% de variación del estudio atribuible a GRR y, además, un número de categorías distintivas igual a 4 (lo cual indica que es necesario mejorar la precisión del sistema de medición, puesto que este no detecta diferencia entre algunas partes), se puede afirmar que el sistema evaluado requiere mejoras significativas para poder ser útil dentro del proceso, o inclusive que puede ser aceptado dependiendo del uso que se le desee dar.
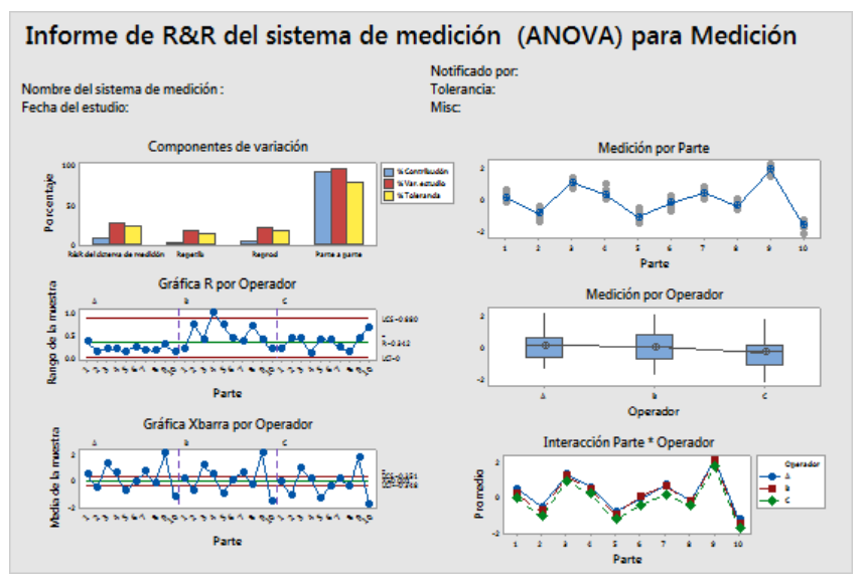
Del mismo modo, en el siguiente análisis gráfico se complementa la información presentada previamente en los datos numéricos:
Esta imagen se obtuvo directamente del sitio electrónico https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/measurement-system-analysis/how-to/gage-study/attribute-gage-study-analytic-method/interpret-the-results/key-results/ solo para fines educativos.
La gráfica Componentes de la variación permite visualizar que la variación entre las partes es mucho mayor a la que se le atribuye al sistema de medición, tal como se obtuvo en el análisis numérico. Del mismo modo, se puede observar en la gráfica de Rangos por operador que B tiene un espectro amplio en sus mediciones con respecto a los demás. Lo anterior se complementa con la información de la gráfica Medición por operador, en la que se muestra que la caja de B es más alta (su rango es mayor) y que las mediciones de C son menores (lo cual respalda el valor p=0 que indica que la diferencia entre operadores es estadísticamente significativa).
En este mismo ejercicio, al evaluar la gráfica Xbarra por Operador, es posible observar que múltiples puntos se encuentran fuera de los límites de control, lo cual indica la diferencia entre las partes. Asimismo, la gráfica Medición por parte complementa esta información, puesto que muestra la diferencia entre parte y parte.
Por último, se tiene la gráfica de Interacción Parte*Operador. Este gráfico se interpreta principalmente evaluando sus líneas (líneas paralelas: no hay interacción; líneas menos paralelas: mayor es la interacción), por lo que en este caso es posible asumir que no existe interacción entre parte y operador, con lo que se demuestra gráficamente el valor p=0.974.
Con esta información de respaldo es posible tener una correcta representación de la voz del proceso; sin embargo, a pesar de los criterios recomendados por AIAG (2010), se debe evitar tomarla como único factor de aceptación. Es necesario considerar que las mejoras al sistema de medición y la decisión de aceptabilidad pueden realizarse conociendo el proceso y evaluando el panorama completo (análisis gráfico, análisis numérico, histórico y uso del sistema de medición).
El siguiente enlace es externo a la Universidad Tecmilenio, al acceder a él considera que debes apegarte a sus términos y condiciones.
Para reforzar los conceptos vistos en este tema, se recomienda revisar el siguiente recurso publicado por Técnicas de Mejora Continua (2021): https://www.youtube.com/watch?v=T0D27meijn8&t=243s
Interpretación del caso ejemplo
En este subtema se aborda el estudio y la visualización de un Gage R&R, el cual se realiza interpretando la aplicación del método analítico a un sistema de medición de atributos. Para ello, se presenta un ejemplo que toma como referencia los datos y gráficas contenidas en el texto “Ejemplo de Estudio del sistema de medición por atributos (método analítico)” publicado por Soporte de Minitab 20. El caso es el siguiente:
Un ingeniero de manufactura evalúa el sistema automatizado de medición de atributos que se utiliza para aceptar o rechazar pernos. El ingeniero selecciona 10 partes que tienen valores estándar conocidos y somete cada parte a una prueba pasa/no pasa un total de 20 veces. El ingeniero registra el número de aceptaciones para cada parte. El ingeniero utiliza un estudio del sistema de medición por atributos para evaluar el sesgo y la repetibilidad del sistema de medición y para determinar si debe mejorar el sistema de medición. El sistema tiene una tolerancia baja de −0.020 y una tolerancia alta de 0.020. (Soporte de Minitab 20, s.f.)
La siguiente gráfica es el resultado de un total de veinte ensayos e indica un reporte del método analítico. El objetivo de esta prueba es detectar la existencia de sesgos dentro del sistema de medición de atributos y compararla con el valor p (p>=0.5 se acepta la hipótesis nula).
En este caso, la hipótesis nula plantea lo siguiente: H0 = Sesgo = 0 (no existe sesgo en el sistema de medición).
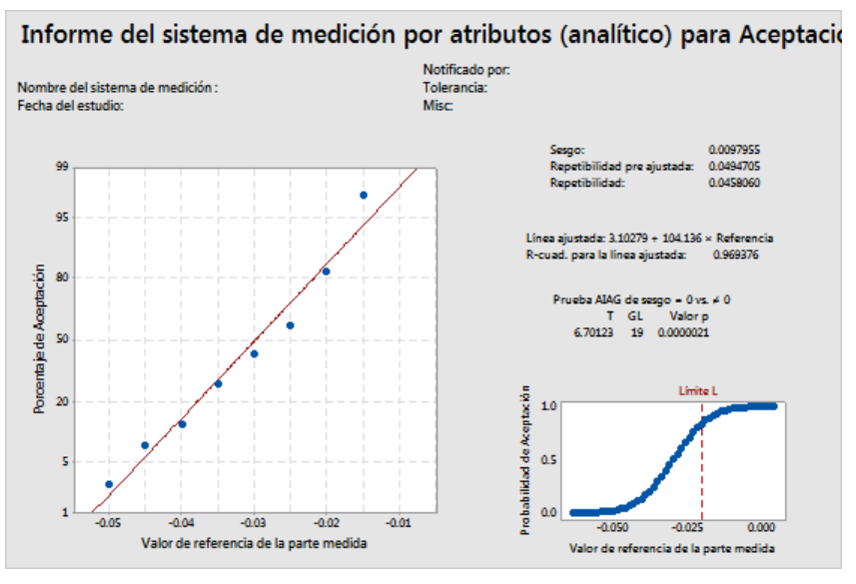
Esta imagen se obtuvo directamente del sitio electrónico https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/measurement-system-analysis/how-to/gage-study/attribute-gage-study-analytic-method/interpret-the-results/key-results/ solo para fines educativos.
En este caso, el análisis arroja un resultado de p=0.0000021, por lo que, al ser menor de 0.5, se rechaza la hipótesis nula. De esta manera se comprueba estadísticamente la existencia de sesgo en el sistema de medición. En consecuencia, las medidas que se deben seguir para eliminarlo son la calibración y el análisis completo del instrumento de medición, así como la definición de actividades correctivas.
El siguiente enlace es externo a la Universidad Tecmilenio, al acceder a él considera que debes apegarte a sus términos y condiciones.
Para más información de cómo se realiza el análisis de resultados por medio del método analítico, se recomienda revisar el siguiente enlace: https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/measurement-system-analysis/how-to/gage-study/attribute-gage-study-analytic-method/interpret-the-results/key-results/
El uso y descarga del software deberá apegarse a los términos y condiciones del sitio oficial del fabricante y su uso será responsabilidad de quien lo descargue. Tecmilenio no tiene licencia ni posee los derechos sobre dicho software.
 Cierre
Cierre
 Existen diversos criterios base que se plantean dentro del manual y que se pueden encontrar en guías abiertas. Hay que considerar que dichos criterios conducen a la toma de decisiones y al sustento estadístico del uso de un sistema de medición relacionado con los procesos cotidianos.
Existen diversos criterios base que se plantean dentro del manual y que se pueden encontrar en guías abiertas. Hay que considerar que dichos criterios conducen a la toma de decisiones y al sustento estadístico del uso de un sistema de medición relacionado con los procesos cotidianos.
Todo este conocimiento ayuda a identificar las señales y los datos con los que se puede mejorar el proceso. Se debe entender que la falla de un sistema de medición afecta en el resultado final, en la determinación de las piezas para darles disposición, así como en los resultados percibidos por el cliente.
Cada miembro del equipo es fundamental en este proceso: desde el operador o el auditor que detectan detalles en el gage o la falta de calibración de los instrumentos, hasta el equipo multidisciplinario que decide sustituir los instrumentos por otros que otorguen mejor precisión, así como implementar mejores métodos que controlen las fuentes de variación a causa de una mala operación del instrumento, entre otras tareas de carácter colaborativo.
Checkpoints
Asegúrate de:
- Conocer los parámetros de aceptación propuestos por el AIAG para un sistema de medición (tanto para variables como para atributos).
- Diferenciar entre la evaluación de sistemas de medición de variables y la de sistema de medición para atributos.
- Reflexionar la importancia del análisis numérico y el análisis gráfico para la toma de decisiones.
 Referencias bibliográficas
Referencias bibliográficas
- AIAG. (2010). Measurement Systems Analysis (4ª ed.). Estados Unidos.
- Soporte de Minitab 20. (s.f.). Ejemplo de Estudio R&R cruzado del sistema de medición. Recuperado de https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/measurement-system-analysis/how-to/gage-study/crossed-gage-r-r-study/before-you-start/example/
- Soporte de Minitab 20. (s.f.). Ejemplo de Estudio del sistema de medición por atributos (método analítico). Recuperado de https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/measurement-system-analysis/how-to/gage-study/attribute-gage-study-analytic-method/before-you-start/example/
- Soporte de Minitab 20. (s.f.). Interpretar los resultados clave para Estudio del sistema de medición por atributos (método analítico). Recuperado de https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/measurement-system-analysis/how-to/gage-study/attribute-gage-study-analytic-method/interpret-the-results/key-results/
- Técnicas de Mejora Continua. (2021, 02 de marzo). Estudio de Repetibilidad y Reproducibilidad Gage r&r Minitab 🤓 Sesión 12 MSA CORE TOOL [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=T0D27meijn8&t=243s
 Para saber más – Recursos adicionales
Para saber más – Recursos adicionales
Los siguientes enlaces son externos a la Universidad Tecmilenio, al acceder a ellos considera que debes apegarte a sus términos y condiciones.
Videos
- Eleazar Puente. (2018, 16 de marzo). RyR atributos minitab [Archivo de video]. Recuperado de https://www.youtube.com/watch?v=pQFrsIxfE3E
Lecturas
- Soporte de Minitab 20. (s.f.). ¿Qué es un estudio de repetibilidad y reproducibilidad (R&R) del sistema de medición? Recuperado de https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/measurement-system-analysis/supporting-topics/gage-r-r-analyses/what-is-a-gage-r-r-study/#:~:text=Repetibilidad%3A%20Qu%C3%A9%20tanto%20de%20la,las%20diferencias%20entre%20los%20operadores
- Soporte de Minitab 20. (s.f.). ¿Es aceptable mi sistema de medición? Recuperado de https://support.minitab.com/es-mx/minitab/20/help-and-how-to/quality-and-process-improvement/measurement-system-analysis/supporting-topics/gage-r-r-analyses/is-my-measurement-system-acceptable/
La obra presentada es propiedad de ENSEÑANZA E INVESTIGACIÓN SUPERIOR A.C. (UNIVERSIDAD TECMILENIO), protegida por la Ley Federal de Derecho de Autor; la alteración o deformación de una obra, así como su reproducción, exhibición o ejecución pública sin el consentimiento de su autor y titular de los derechos correspondientes es constitutivo de un delito tipificado en la Ley Federal de Derechos de Autor, así como en las Leyes Internacionales de Derecho de Autor.
El uso de imágenes, fragmentos de videos, fragmentos de eventos culturales, programas y demás material que sea objeto de protección de los derechos de autor, es exclusivamente para fines educativos e informativos, y cualquier uso distinto como el lucro, reproducción, edición o modificación, será perseguido y sancionado por UNIVERSIDAD TECMILENIO.
Queda prohibido copiar, reproducir, distribuir, publicar, transmitir, difundir, o en cualquier modo explotar cualquier parte de esta obra sin la autorización previa por escrito de UNIVERSIDAD TECMILENIO. Sin embargo, usted podrá bajar material a su computadora personal para uso exclusivamente personal o educacional y no comercial limitado a una copia por página. No se podrá remover o alterar de la copia ninguna leyenda de Derechos de Autor o la que manifieste la autoría del material.